Как паять нержавейку: технология пайки нержавейки твердым припоем
Пайка нержавейки оловом в домашних условиях паяльником своими руками. Технология пайки оловом нержавейки. Выбор припоев для пайки труб из нержавеющей стали.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Особенности проведения работ в домашних условиях
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
Для проведения работ нужно оборудовать рабочее место. Выполнять спайку нужно на негорючей поверхности, которая не передаёт тепло. В помещении должна быть установлена система вентиляции для вытяжки испарений флюса и припоя. На рабочем столе требуется расположить тиски или струбцины, для зажатия скрепляемых деталей.
Технология работы паяльником:
- Пайка нержавейки электрическим паяльником начинается с зачистки рабочей поверхности и её обезжиривания.
- Далее на место соединения наносится флюс.
- Припой равномерно распределяется по соединяемой поверхности с помощью паяльника.
Бывают ситуации, когда припой не хочет приставать к материалу. Чтобы исправить эту проблему, требуется повторно зачистить поверхность с помощью проволочной щётки и обезжирить её.
Если работы проводятся с помощью газовой горелки, нужно учитывать некоторые особенности. Требуется нагревать заготовку, а не место соединения деталей. Таким образом припой расплавляется равномерно и не растекается в стороны. Заканчивать нагрев нужно после вытекания припоя из шва.
Правила пайки нержавейки в домашних условиях
Для пайки нержавейки в домашних условиях применяют паяльную или ортофосфорную кислоту и припои на основе олова. Мощность паяльника не должна быть менее 100Вт.
Выполняют работу в несколько последовательных этапов:
- Очищают кромки заготовок с помощью наждачки или мелконасечного напильника.
- Проводят обслуживание кромок: обрабатывают флюсом соединяемые поверхности и паяльником наносят разогретый припой. Если олово не прилипает, процедуру следует повторить.
- Переходят непосредственно к пайке.
После окончания процесса флюс смывается водой.
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.

Пайка нержавейки оловом
Пайка оловянными мягкими составами может быть быстро освоена домашним мастером.
Пайка нержавейки с другими металлами
Спаивание нержавеющей стали с другими металлами — процедура сложная, что обусловлено различными температурными режимами плавления. Чаще всего требуется соединить конструкции из нержавейки и медные или латунные заготовки.
Порядок пайки практически не отличается от традиционного, но использовать в таком случае лучше горелку, так как слабомощный паяльник не справится с твёрдыми медно-фосфорными или серебряными припоями.
Недостатки пайки нержавейки оловом
Кроме достоинств, пайка нержавейки оловом имеет и недостатки
- низкая прочность соединения;
- понижение максимальной температуры эксплуатации запаянных предметов до температуры пластичности олова;
- затруднения при пайке, вызванные высокой жидкотекучестью олова.
Из-за высокой текучести сложно запаивать швы на вертикальных и наклонных поверхностях.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
плохой зачистки металла и слабого обезжиривания;недостаточного прогрева нержавейки;неверно подобранного припоя или флюса;того, что спаянная деталь была подвергнута механическому воздействию слишком рано, поскольку изделие не успело застыть.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Пайка нержавейки (Страница 1 из 12)
Решился тут все таки собрать себе бражную колонну. Планирую заказать клампы и остальную прилуду на ebay, однако все это надо как-то соединить. Поскольку доступа к аргоновой сварке у меня нет, пришла идея спаять детали безсвинцовым припоем. Микросхем в жизни спаял довольно много, а вот с нержой не сталкивался. В связи с чем вопрос: как паять нержавейку? Кто паял, поделитесь мудростью ну или ссылкой на толковую статью по пайке для новичков. Насколько это вообще хорошая идея — паять нержу? Какие подводные камни могут быть? Ну ивообще стоит ли заморачиваться или лучше все таки искать аргонщика?
2 Ответ от vcherkun 2015-02-25 09:26:00 (2015-02-25 09:26:21 отредактировано vcherkun)
- vcherkun
- Винокур
- Неактивен
Re: Пайка нержавейки
Не знаю как у Вас, мне сварка вышла 40 у.е. Сейчас по курсу и того меньше будет. Слесарные, токарные работы сам делал. Нерж можно паять, но сложно, качество шва и прочее. Проще за варить аргоном.
3 Ответ от Дмитрий Васильев 2015-02-25 09:56:26
- Дмитрий Васильев
- Профессионал
- Неактивен
Re: Пайка нержавейки
Добрейший всем денечек!
Кто паял, поделитесь мудростью ну или ссылкой на толковую статью по пайке для новичков. Насколько это вообще хорошая идея — паять нержу? Какие подводные камни могут быть? Ну ивообще стоит ли заморачиваться или лучше все таки искать аргонщика?
Добрый день, я паял нержу, но паял обычным флюсом с припоем пос 90 (не рекомендуется,в местах где пары будут соприкасаться со швом).не помню кто именно советовал на форуме,но есть флюс для алюминия и нержы,с помощью него можно паять чистым оловом. Продаётся в радиомагазах. Паял газовой горелкой (дороговато). Можно паяльником при наличии газовой плиты (дёшево,но не очень легко)
4 Ответ от Геннадий 2015-02-25 12:39:42
- Геннадий
- Винокур
- Неактивен
Re: Пайка нержавейки
Можно инверторным сварочным аппаратом только обратной полярностью. Есть электроды по нержавейки. Будет надежнее чем оловом.
5 Ответ от a.Vova 2015-02-25 16:55:12
- a.Vova
- moonshiner
- Неактивен
Re: Пайка нержавейки
Наберите в поисковик Сварка нержавеющей стали, по вашему местонахождению. Наверняка найдется ни один вариант. Можно и по ценам сориентироваться.
Таким способом, у себя, нашел место где сварили куб. В автомастерской по ремонту систем выхлопа сделали глушитель для машины из нержавейки.
6 Ответ от Flexx 2015-02-26 08:52:44
- Flexx
- moonshiner
- Неактивен
Re: Пайка нержавейки
Можно инверторным сварочным аппаратом только обратной полярностью. Есть электроды по нержавейки. Будет надежнее чем оловом.
Насколько я понял изучив матчасть, пайка при помощи припоя с серебром не сильно уступает по прочности сварному соединению. В нашем деле особая прочность не нужна, ну сколько в кубе давление — несколько килопаскалей (в древности кубы тестом герметизировали), на разрыв и на изгиб детали тоже не работают, температуры эксплуатации невысокие. таким образом технологически пайка ничем не хуже сварки.
Дальше встает вопрос цены. Я узнавал (у товарища в гаражах есть знакомый слесарь-аргонщик), он объявил ценник по 25р за см сварного шва. А т.к. я хочу прикрутить к дистиллятору кожухотрубчатый дефлегматор, то сантиметров нихило так набегает.
Вот я и подумал, что в домашних условиях пайка — оптимальный вариант; сидишь себе вытачиваешь деталюшки, паяешь потихоньку; глядь — через месяц самогончик потек.
7 Ответ от Геннадий 2015-02-26 09:27:24
- Геннадий
- Винокур
- Неактивен
Re: Пайка нержавейки
. А т.к. я хочу прикрутить к дистиллятору кожухотрубчатый дефлегматор, то сантиметров нихило так набегает.
Вот я и подумал, что в домашних условиях пайка — оптимальный вариант; сидишь себе вытачиваешь деталюшки, паяешь потихоньку; глядь — через месяц самогончик потек.
У всех понятие «нихило» разное, смотря какие детали паять если царгу (35мм и диной 1.7 метра) к американке для прикручивание на куб, то я уверен , что ваша пайка отвалится. Или например трубку на холодильнике , то это уже другое дело. Если нет аргона или дорого сварка его зачем тогда применять нержавейку?
8 Ответ от Flexx 2015-03-10 10:19:39
- Flexx
- moonshiner
- Неактивен
Re: Пайка нержавейки
смотря какие детали паять если царгу (35мм и диной 1.7 метра) к американке для прикручивание на куб, то я уверен , что ваша пайка отвалится
Хм. читал что качественная пайка дает соединение не сильно слабее чем сварка. Мне казалось, что даже если припаять трубу к штуцеру, то проблем не будет, ведь температуры детские и нагрузок почти нет.
Позвольте полюбопытствовать, на чем основана Ваша уверенность?
Если нет аргона или дорого сварка его зачем тогда применять нержавейку?
Есть у меня бзик по поводу меди
9 Ответ от Геннадий 2015-03-10 11:37:04
- Геннадий
- Винокур
- Неактивен
Re: Пайка нержавейки
Хм. читал что качественная пайка дает соединение не сильно слабее чем сварка. Дайте ссылку.
Мне казалось, что даже если припаять трубу к штуцеру, то проблем не будет, ведь температуры детские и нагрузок почти нет. Смотря куда и что припаять я же писал. Попробуйте припаяйте нержавеющую царгу 35 диаметра 1.7 метра к штуцеру и посмотрим , что будет , только фотки потом киньте посмотрим.
10 Ответ от al 2015-04-04 00:49:07
- al
- Профессионал
- Неактивен
Re: Пайка нержавейки
Я паял фитинг на 1 1/4 » к крышке куба медным припоем (с серебром до 3-х % ). Вообще не вся нержавейка легко паяется, но у меня проблем не возникло. В качестве флюса использовал буру. На фото результат, при большом приближении выглядит вот так.  Сложность в прогреве крупных деталей. С медью прогрев крупных деталей еще сложнее, т.к. теплопроводность очень высокая. Насколько долговечное получилось соединение не знаю. Проблема в том, что нержавейка с медью, латунью, серебром, оловом и т.д. создает гальванопару с вытекающими последствиями. Для пайки нержавейки оловянным припоем нужен флюс, можно использовать кислоту, бывает неплохо работает паяльный жир. Короче нужно пробовать
Сложность в прогреве крупных деталей. С медью прогрев крупных деталей еще сложнее, т.к. теплопроводность очень высокая. Насколько долговечное получилось соединение не знаю. Проблема в том, что нержавейка с медью, латунью, серебром, оловом и т.д. создает гальванопару с вытекающими последствиями. Для пайки нержавейки оловянным припоем нужен флюс, можно использовать кислоту, бывает неплохо работает паяльный жир. Короче нужно пробовать
11 Ответ от Иван 2015-04-04 16:27:49
- Иван
- Винокур
- Неактивен
Re: Пайка нержавейки
В качестве флюса использовал буру
Еще лучше когда ее с борной кислотой 50 на 50 смешать. флюс правда потом только в лимонной кислоте отмачивать придется, иначе как стекло после остывания.
12 Ответ от al 2015-04-04 18:02:26
- al
- Профессионал
- Неактивен
Re: Пайка нержавейки
Да это точно, я «стекло» от буры только механически счищаю, химию не подобрал.
13 Ответ от Иван 2015-04-04 18:31:53
- Иван
- Винокур
- Неактивен
Re: Пайка нержавейки
от буры только механически счищаю, химию не подобрал.
Раствор горячей лимонной кислоты. часик, и все само отойдет как и не было.
14 Ответ от al 2015-04-04 20:04:45
- al
- Профессионал
- Неактивен
Re: Пайка нержавейки
Спасибо, но вроде не очень помогало. Попробую еще.
15 Ответ от anders 2015-07-05 01:42:21 (2015-07-05 02:07:06 отредактировано anders)
- anders
- Участник
- Неактивен
Re: Пайка нержавейки
Уважаемые коллеги.
Прошу подсказать, как спаять деталь из нержи с медной деталью. Конкретно —
нержовый кламп с внутренним диаметром 35 мм с медной трубой с внешним диаметром 35 мм.
но у меня проблем не возникло
Сорри, можно подробнее.
В моем случае будет соприкосновение с парами спирта — планирую на трубу медного дефа напаять кламп, чтобы соединить с нерж. трубой с аналогичным кламповым соединением.
Когда я паял нержу, я применял ортофосфорную кислоту и припой ПОС, здесь ПОС не подойдет. Как залудить в этом случае нержу и медь. Ведь нужен какой-то один припой, какой и его наименование. Достаточно ли паяльника или нужна горелка. Какую горелку лучше приобрести, чтобы ее можно было применять и в остальных случаях для пайки.
Внутри клампа поверхность округлая, как технически равномерно нанести припой на такую поверхность.
16 Ответ от Odin.1971.ru 2015-07-05 06:38:36
- Odin.1971.ru
- moonshiner
- Неактивен
Re: Пайка нержавейки
И мне это предстоит делать ищу чистое олово и Меднение металлических деталей
17 Ответ от vcherkun 2015-07-05 09:44:59 (2015-07-06 16:21:09 отредактировано vcherkun)
- vcherkun
- Винокур
- Неактивен
Re: Пайка нержавейки
Пайкой не занимался, но холодильщики рекомендуют серебряный припой
18 Ответ от anders 2015-07-05 15:52:09
- anders
- Участник
- Неактивен
Re: Пайка нержавейки
холодильники рекомендуют серебряный припой
Знать бы марки, наименования, номенклатуры всех припоев.
Жаль, что в справочной информации нет (может не нашел) базы данных по припоям, буду нет гуглить.
А хотелось бы уже проверенное, наверняка кто-то так кламп паял на трубу для состыковки с кегом.
19 Ответ от РоманЮрьич 2015-07-06 10:12:33
- РоманЮрьич
- moonshiner
- Неактивен
Re: Пайка нержавейки
20 Ответ от al 2015-07-06 10:42:14 (2015-07-07 16:03:39 отредактировано al)
- al
- Профессионал
- Неактивен
Re: Пайка нержавейки
Если хочется прочного соединения, то паять нужно «жестким» припоем. Юбычно это пруток, состоящий из меди с добавлением серебра. Паяется горелкой. Горелка должна быть достаточно мощная, металл необходимо разогреть до красна, при контакте припой плавится и растекает. В качестве флюса используется бура, порошок. Разогретый пруток припоя кончиком опускается в буру. От буры после пайки могут образовываться наплывы стекла, счищается механически. Этот метод дает надежное соединение, но проблема в горелке и разогреве места пайки. В качестве горелки можно использовать горелки для ремонта кондиционеров с МАП газом. Удовольствие недешовое. Если труба медная, скажем 35 мм и большой длины, прогреть стык становится еще сложнее. В этих случаях приходится длинную часть трубы оборачивать асбестовым полотном.
Второй метод пайки «мягким» припоем. Если место пайки имеет контакт с продуктом или брагой необходимо примнять припой без свинца. Это либо чистое олово, либо олово с примесями серебра. Паять лучше всего, имхо, с паяльной пастой. Продается там, где медные трубы, дорогая. Паять лучше горелкой, вот здесь можно использовать горелку за 300 рублей и баллончик с кемпинг газом.
Нержавейку с медью паял обоими способами, но соединения труба в трубе у меня не попадались, больше просто фитинги к плоским поверхностям нержавейки. Медь с медью паял в любых сочетаниях.
Как правильно паять нержавейку?

Согласно распространенному мнению, паять нержавейку слишком трудно. Но данная операция будет несложной, если учесть полезные советы.
Сварка нержавейки своими руками.
Подготовка оборудования и материалов
Для пайки нержавейки необходимы следующие инструменты и вспомогательные материалы:
- электропаяльник;
- газовая горелка;
- припой;
- флюс;
- металлическая щетка;
- растворитель;
- мыло;
- ветошь;
- защитные перчатки.
Таблица характеристик нержавеющей стали.
Мощность электропаяльника должна быть 100 Вт, в крайнем случае – не менее 60 Вт. Маловаттный прибор не сможет разогреть стальные детали до оптимальной температуры. Паяльник большей мощности требуется, когда необходимо соединять изделия больших размеров. Желательно, чтобы у него было необгораемое жало. Такой прибор долговечнее, работать с ним быстрее и удобнее.
Но технические возможности паяльника ограничены двумя обстоятельствами. Во-первых, он разогревает только мягкие, низкоплавкие припои. Во-вторых, им невозможно спаять детали с высокой степенью теплоотвода. Поскольку температура жала паяльника диктуется типом припоя, необходимо, чтобы он поддавался плавлению. Так, например, твердый латунный припой не удастся расплавить обычным паяльником. В таких случаях необходима газовая горелка. Хоть это несколько и усложняет процедуру пайки, вполне приемлемо использование горелки в виде компактного газового баллончика.
Режимы сварочных работ в среде инертных газов.
Выбирая припой, многие отдают предпочтение прутьям серии «ПОС» из оловянно-свинцового сплава. Наиболее популярны марки «ПОС-40», «ПОС-61». Припой «ПОС50Кд18», содержащий, помимо олова и свинца, кадмий, особенно хорош для пайки микросхем, которые нельзя сильно перегревать.
Припои с цинком плавятся легко, но практически непригодны для работы со сталью низколегированных и углеродистых сортов: они плохо пристают к ней, быстро затекают в зазоры и дают непрочные соединения. Лучше всего нержавейка паяется чистым оловом. Только оловянный припой можно применять для ремонта изделий, контактирующих с пищевыми продуктами.
Спаять стальные детали не удастся, используя привычную канифоль. Она хороша для меди, а для нержавейки нужен активный флюс – ортофосфорная или паяльная кислота (хлористый цинк). Нанеся такой флюс, сразу же приступают к пайке. Особенно это важно при использовании ортофосфорной кислоты, поскольку буквально через считанные секунды на поверхности стали образуется фосфатная пленка, и пайка становится затруднительной.
Технология пайки
Сварка нержавейки полуавтоматом.
Сначала паяемые стальные детали нужно очистить и от загрязнений, и от окисной пленки. Обычно это делают металлической щеткой, наждачной бумагой или шлифовальным кругом. Затем их надо обезжирить ацетоном или любым другим растворителем. После этого на места будущего соединения деталей следует нанести флюс (если, конечно, не используется комбинированный припой, уже покрытый им).
Далее требуется их разогреть или облуженным жалом паяльника, или газовой горелкой. Важно, чтобы в ее пламени не было избытка кислорода, иначе металл будет окисляться. В норме оно должно иметь ярко-синий цвет. Если же пламя слабое и бледно-синее, значит, оно насыщено кислородом.
Плавно перемещая горелку, следует разогреть все соединение. Периодически нужно прикасаться к нему припоем, чтобы выяснить, достигнута ли необходимая температура. Об этом можно судить, когда припой начнет плавиться, но не от пламени горелки, а от раскалившегося металла.
Тогда нужно сразу укладывать припой в область стыка, продолжая подогревать детали, чтобы припой расплавился и постепенно заполнил весь стык. Если жидкого припоя окажется недостаточно в каком-то месте, его следует прогреть сильнее, и он сам устремится к этому месту. Признак прочной пайки – вытекание излишков расплавленного припоя из зазоров шва.
Если конструкции паяемых деталей позволяют, целесообразно сначала залудить их в местах будущих контактов припоем, а потом соединить и прогреть до температуры его плавления. При таком способе соединение обычно достигает большей прочности. Не беда, если не вся поверхность деталей залудится с первого раза. На неудачные места нужно нанести флюс повторно и снова прогреть их паяльником или горелкой. Эту процедуру повторяют до тех пор, пока все поверхности деталей не покроются равномерным слоем припоя.
Пайка листовой стали внакладку особенно необходима при различных жестяных работах, ремонте автомобильных кузовов. Соединять их можно не только способом предварительного лужения, но и с помощью паяльной пасты, в которой припой сочетается с флюсом. Ею нужно покрыть контактную область одной из подготовленных деталей, потом зафиксировать их зажимами и нагреть шов с обеих сторон.
Имеет свои особенности пайка твердым припоем (см. видео), например, латунью. В качестве флюса используется бура. Разогревать детали следует дольше и сильнее, так как латунь плавится при температуре в 1000° С.
Почему пайка может не получаться?
Если припой никак не хочет равномерно распределяться по поверхностям деталей, значит, допущена ошибка.
Таблица видов электродов для сварки нержавейки.
Часто бывает, что зачищены они недостаточно тщательно. Нередко пайку начинают, когда поверхности изделий еще плохо прогрелись, особенно если они большие по размерам.
Возможно, неправильно подобраны для нержавейки припой и флюс. Например, чистый свинец – вместо олова или сплава марки «ПОС», либо канифоль – вместо паяльной кислоты или буры. Работа с оловом бывает затруднена из-за недостаточной его консистенции. Расплавленное олово должно напоминать не мягкий пластилин, а жидкость, иначе оно будет крошиться или пузыриться.
Если не допускать подобных ошибок, то пайка будет получаться равномерной и качественной. Припой можно поцарапать, но отделить его от нержавейки не удастся. Настолько прочен получающийся шов.
После завершения пайки надо дать изделию остыть. Не следует его в это время трогать, сдвигать. Потом останется только очистить изделие от остатков припоя, флюса и помыть с мылом.
Ремонт ювелирных изделий из серебра и стали в домашних условиях
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов. Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка, которую можно собрать самостоятельно;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь. Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности. Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
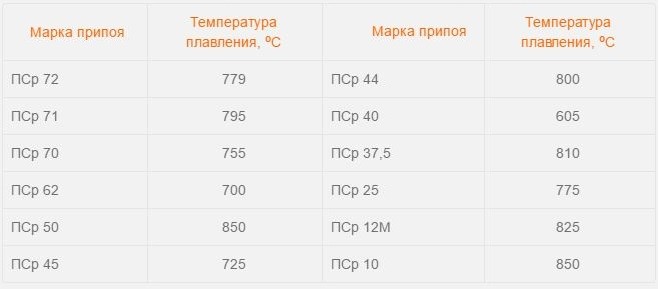
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки. Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
Под пламенем горелки припой должен мгновенно расплавиться. Детали, которые соединяются, должны быть равномерно разогретые. Если один из элементов будет недостаточно горячий, не удастся добиться прочного соединения. Проще всего соединить элементы одинаковой массы и толщины.
Большие неприятности доставляет процесс пайки мелкого элемента с массивным предметом. В этом случае сначала осторожно нагревают меньший элемент, затем наносится небольшое количество припоя. Нагревание должно быть постепенным и длиться до момента, когда припой начнёт плавиться. Пламя горелки направляется на основной объект для разогревания всей поверхности. Область пайки всё время прогревается пламенем горелки. В тот момент, когда объект достигнет нужной температуры, подаётся припой с нанесённым флюсом.
Как паять нержавейку и технология пайки твердым припоем
 Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
 Паяльная кислота;
Паяльная кислота;- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
 Паяльная кислота;
Паяльная кислота;Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки
 Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
 Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки
 Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Ремонт ювелирных изделий: паять серебро в домашних условиях
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов. Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь. Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности. Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки. Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
Под пламенем горелки припой должен мгновенно расплавиться. Детали, которые соединяются, должны быть равномерно разогретые. Если один из элементов будет недостаточно горячий, не удастся добиться прочного соединения. Проще всего соединить элементы одинаковой массы и толщины.
Большие неприятности доставляет процесс пайки мелкого элемента с массивным предметом. В этом случае сначала осторожно нагревают меньший элемент, затем наносится небольшое количество припоя. Нагревание должно быть постепенным и длиться до момента, когда припой начнёт плавиться. Пламя горелки направляется на основной объект для разогревания всей поверхности. Область пайки всё время прогревается пламенем горелки. В тот момент, когда объект достигнет нужной температуры, подаётся припой с нанесённым флюсом.