Статья: Лучше подключение к дымоходу через тройник 45 или 90 градусов?
Преимущества подключения дымохода через тройник, по отношению к прямому — насадному варианту в том что система становится более надежной. Накапливающийся мусор не мешает работе камина или печи, т. к. просыпается ниже участка подключения в образующийся карман. Из этого кармана мы можем его легко удалять и осматривать дымоход. Так же система у нас становится независимой, мы можем отключать, менять и чистить печь без глобальных разрушений и перестроений здания.
В общем тройник — замечательная вещь!
В продаже встречаются 45 ° и 90 ° и какой предпочесть именно Вам, расскажем прямо здесь и сейчас.
Подход к выбору должен быть индивидуальным, но сегодня настало время определить, какой угол подключения к дымоходу наиболее предпочтителен. Расскажу какие есть плюсы и минусы угла 45 ° и 90 ° ?
А принимать окончательное решение — ваше дело!
Часто в документах на различные Твердотопливные котлы, камины, и печи а так же на некоторые дымоходы, можно встретить рекомендации производителей по подключению к дымоходу ТГА под углом именно в 45 ° .
Т. е. если мы переводим печь на газ нам можно 90 градусов, а если на дрова, то 45?
И за что такая нелюбовь Твердому топливу?
Отличаются условия лишь тем, что температура может быть несколько больше и сажи с золой чуть больше улетает с дымовыми газами…
Ну и при чем тогда угол подключения, спросите Вы?
Давайте разбираться!
Приведем аргументацию «За» и «Против» подвергнем анализу и выясним, угол 45 ° или угол 90 ° наиболее предпочтителен?
Начнем с преимуществ подключения в дымоход под углом в 45 °
1. Чётко обнаруживаемое преимущество: При подключении к дымоходу под углом в 45 ° — меньше накапливается сажи и мусора в образующемся наклонном участке.
Да, это так! И это непременный, но возможно единственный его «плюс»!
Но такой «плюсик» ни как не отменяет и не умаляет необходимость периодической очистки дымохода, и необходимость обеспечения доступа на всем протяжении дымового канала.
Второе преимущество подключения под углом в 45 ° — поворот патрубка и горизонтальный участок не приближаются к потолку на опасное расстояние. А значит менее опасный получится монтаж и нужна будет меньшая защита от возгорания и меньше на неё затрат.
Третье. Часто можно услышать мнение, поворот 45 ° , создает меньше завихрений и не создает препятствий повышающих сопротивления потоку дымовых газов, по сравнению с углом в 90 ° .
Далее начинают приводить некие вычисления и какие-то цифры, с рассказами про необходимость наращивания высоты на метры, помноженные на количество поворотов.
В своих экспериментах мы наглядно доказали:
На газоплотном горизонтальном участке дымохода, сделанного без заужений сечения, при особо малых скоростях, на которых двигаются газы в дымоходе (2-5 м/с), ни какими точными приборами мы не сможем установить наличие упоминаемых сопротивлений, даже если они там и впрямь имеются. Это означает, лишь то, что ими можно и нужно пренебречь особенно в вопросе выбора тройника.
Приводимые в различных таблицах коэффициенты относятся только к потокам со сверхзвуковыми и дозвуковыми скоростями.
И ещё, если принимать за истину, что угол 45 ° , не препятствует свободному выходу дыма из ТГА, то он так же не может создавать преград обратному потоку охлаждающихся газов и резкому порыву ветра провоцирующих обратную тягу…
И выходит так, несомненных преимуществ у тройников 45 ° , практически не обнаруживается.
Переходим к минусам подключения в дымоход под углом 45 ° :
- При подключении в дымоход под углом в 45 ° , самым термически нагруженным будет участок на верхней части врезки тройника и на задней его стенке, расположенной напротив узла подключения. Возникает перегрев этого участка, быстрый и преждевременный износ всей детали.
В виду большой ответственности и сложности замены тройника, перегрев его крайне не желателен!
- Подключая под углом в 45 ° , не образуется участка компенсирующего температурное линейное удлинение, совместно ТГА и дымоотводящего патрубка. При этом возникает подъемная сила патрубка оказывающая давление на врезку тройника вверх, в то время как весь вес дымохода давит на тройник вниз.
Из-за разновекторного направления и смещенного центра массы, возникает ломающая нагрузка с искривлением конструкции и опасностью образования трещин. Это может привести к разгерметизации и разрушению тройника на участке врезки.
Не забываем, это самый перегреваемый участок, ответственный и трудно заменяемый.
- При прохождении стены под углом в 45 ° , для обеспечения пожарной безопасности, нам потребуется проделать отверстие гораздо большей высоты, что приведёт, как к ослаблению несущей способности ограждающей конструкций, так и к ухудшению её тепловой изоляции.
В равной степени это можно отнести к проемам в шахтах, при расположении в них дымовых труб, а так же к готовым, заводским, дымоходным системам;
- Но еще, следует учесть, при восстановлении стены, возрастают затраты на заделку образовавшегося проема. Количество материалов и трудозатрат увеличивается, а внешний вид пересечения трубы и стены заметно ухудшается;
- Количество конденсата, стекающего в дымовой патрубок и ТГА. при подключении через тройник 45 ° , возрастает.
В современных изделиях выполняются меры существенно снижающие это явление, такие как бороздки, завесы и наклонные участки в тройниках, но факт остается фактом — через тройник 45 0 , вероятность попадания конденсата в ТГА значительно больше!
- Патрубок стремится соскользнуть с тройника, что делает монтаж менее надежным и более сложным, т. к. требует фиксация патрубка. Потому, патрубок часто ставят «враспор» к тройнику.
На металлических дымоходах применяются хомуты, но нет удерживающего устройства фиксирующего сталь к наклонной керамике.
Процесс соскальзывания присущ и металлическим и керамическим трубам, но больше негатива проявляется именно в керамических тройниках 45 градусов.
- Сам процесс подключения дымохода под углом в 45 ° является более сложным, в сравнении с подключением под углом 90 0 . Это связано с тем, что необходимо одновременно совмещать патрубок как по вертикали, так и по диагонали, пытаясь зафиксировать в неизвестной точке пространства.
- Возможность замены и снятия для очистки патрубка подключения с углом 45 градусов — более проблематична.
Конечно же можно приподнимать и наклонять тройник, но делать это работая на высоте, в не совсем доступных местах, проблематично и вовсе не желательно. А при собранном дымоходе — практически невозможно.
- Сложности расчетов и проектирования.
Можно подумать, что все проблемы предусматриваются проектными данными и заказчика они не должны заботить. Но приведу неумолимую статистику. В настоящее время, более 90% дымоходов монтируются без проекта, а 90% из них самостоятельно заказчиком, и (или) с привлечением низко квалифицированного персонала.
Вот тогда и приходится решать на месте такие «веселые» вопросы как:
- Куда установить консоли, если они попадают на проем?
- Ниже тройника нужны трубы, или и так сойдет?
- До какого предела труба должна отходить от стены и на каком уровне завершится?
- Как одновременно приподнимать дымоход, зафиксировать консоли, площадку с тройником, отклонить и выравнивать?
- Не упрется ли тройник или отвод в строительные конструкции?
- Как приподнять трубу вместе с топкой или по отдельности?
Вопросы конечно далеко не смешные, не праздные и не пустяковые.
Монтаж сложен, дорог, неудобен и плохо поддается визуальному контролю. Взамен ему приходит тактильное поглаживание, ощупывание «вслепую», с пульпированием и надавливанием.
Да-а. С углом в 45 ° как-то все печально… Он и дорог и неказист и со сложностями исполнения.
А что же угол 90 ° ?
Его преимущества — это перечисленные выше негативные моменты подключения в 45 ° .
- Большую часть тепловой нагрузки примет на себя поворот в 90 градусов и горизонтальный участок. Это позволит защитить тройник от перегрева. Колено же расположенное на дымоотводящем патрубке является легко заменяемой и не очень дорогой деталью.
- При подключении в дымоход под углом 90 ° , образуется участок компенсирующий линейное удлинение ТГА и вертикального патрубка, предотвращающий «перелом врезки тройника».
- Проем нужен меньшего размера, стена разбирается меньше, тепловая изоляция страдает в меньшей степени;
- Оформление прохода более аккуратное и не заметное, а количество материалов и времени на заделку проема существенно меньше;
- Факт остается фактом, в тройнике 90 градусов конденсат направляет в конденсатосборник а не в патрубок и ТГА;
- Подключение и отключение патрубка существенно проще и надежней;
- Расчет не усложняется и нет не нужного удорожания.
Как уже становится понятным из выше изложенного, больше преимуществ у подключения под углом 90 ° !
Из чего следует вывод:
В большинстве случаев, подключение 90 ° является наиболее предпочтительным и необходимым к применению.
Хочу заметить, не являюсь «адептом и фанатичным последователем «Учения о тройниках 90 ° » и не призываю подвергнуть анафеме все тройники с углом в 45 ° .
Всему своё время и место!
Нужно подходить к каждому случаю индивидуально!
И в обязательном порядке, следует ознакомится с документацией производителя и четко следовать её рекомендациям.
С радостью готов прислушаться ко всем обоснованным возражениям и мотивированным доказательствам. Возможно с Вашей помощью мы вместе быстрее найдем Истину!
Очень надеюсь, что помог разобраться в вопросе и Вы еще на шаг приблизились к пониманию вещей и к своему Идеальному дымоходу.
Как сделать колено из трубы 90 градусов?

- Равнопроходной
- Переходной
- Равнопроходной
- Переходной
Программа для расчёта, построения и печати лекала отвода в натуральную величину
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если известен только развёрнутый угол между трубами α > 90°, то Y = 180 — α.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Как сделать сварной отвод по чертежам?
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.

Перенесите эти точки на паронит или картон и плавно соедините их между собой.

Вы получили лекало крайнего полузвена отвода.

Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.

Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:
1. Число звеньев n , ширина шейки b , радиус отвода R должны соответствовать техническим условиям и месту, куда устанавливается фасонная часть. Так, например, «Технические условия на производство и приемку работ по устройству газовых сетей городов, населенных пунктов и промышленных предприятий» СН 117-60, пункт 159, предусматривают, что радиусы сварных отводов должны быть не менее одного диаметра. В «Технических условиях на производство и приемку работ по устройству тепловых сетей» СН 108-60, пункт 125в, указывается, что радиусы сварных отводов должны быть не менее 1,5 диаметров. Теми же ТУ СН 108-60, пункт 126, предусмотрено, что ширина шейки b должна быть не менее 50 мм.
2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2. Очень важно. Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.

Стыковку звеньев производить согласно рис. 3, так, чтобы звенья, обозначенные цифрами, стыковались в одну группу, а буквами — в другую группу; затем одним разворотом и сваркой соединяются обе группы. Этим достигается лучшее сопряжение звеньев, особенно в тех случаях, когда трубы имеют в поперечном сечения некоторые, хотя и допустимые отклонения от правильной окружности.
Во вложении имеется таблица с макросом, который умеет строить шаблон изделия с заданными Вами характеристиками в натуральную величину.

Распечатайте его и пользуйтесь.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
Как правильно сгибать металлические трубы под прямым углом
Сгибание металлических труб для кабельных каналов — распространенная операция, которая часто проводится при модернизации старых или развертывании новых кабельных линий. Обычно требуется сгибать трубы под прямым углом, чтобы изменить направление линии, обойти угол или другое препятствие. Каким образом проще всего выполнить сгибание, и какие инструменты лучше всего подходят для решения этой задачи?
Три способа сгибания
Существует три способа сгибания:
- плавный изгиб под большим радиусом;
- изгиб малого радиуса;
- два сгиба по 45 градусов.
Способ выбирают в зависимости от задачи, типа проводника, который будут проводить через канал, а также исходя из наличия соответствующих инструментов. Например, во избежание потерь оптоволоконных кабелей необходимо выполнить как можно более плавный поворот. Для подключения электрических кабелей в стесненных условиях может потребоваться прямой угол, чтобы обеспечить подвод кабелей к распределительному оборудованию.
Способы сгибания труб под углом 90 градусов
При сгибании на 90 градусов особенно важно учесть материал изготовления, внешний и внутренний диаметр трубы, чтобы сохранить достаточный диаметр канала для протяжки кабеля. Минимальный радиус сгибания можно узнать из соответствующих таблиц.
С чего начать сгибание металлических труб
Простой изгиб трубы под прямым углом выглядит элементарной задачей, но при ее решении важно учесть несколько моментов и провести расчеты.
В первую очередь следует рассчитать, насколько труба станет «короче», то есть, выяснить длину участка сгибания. Это важно для определения точки сгибания, если нужно согнуть конец трубы. Ошибка может привести к тому, что кабельные каналы не состыкуются. Изменения точки сгибания зависят от способа сгибания, например, труба ½ становится «короче» на 5 дюймов, труба ¾ — на 6 дюймов, а дюймовая — на 8 дюймов.
Обычно величина «сокращения» длины указана на устройствах для сгибания труб, если они брендовые. Это хорошо видно на примере ручного трубогиба Greenlee SITE-RITE.
Ручной трубогиб Greenlee SITE-RITE и пример расчета длины участка сгибания
Использовать эти цифры очень просто: если труба ½ имеет длину 56 дюймов, необходимо отмерить 5 дюймов, указанные на трубогибе, и место сгиба будет на отметке 51 дюйм.
Сегодня все необходимые расчеты не обязательно держать в голове. Их можно выполнить при помощи мобильных приложений, которые позволяют рассчитать любые способы сгибания дюймовых и метрических металлических труб.
Пример мобильного приложения для расчета параметров сгибания труб
Обычно такие приложения снабжены иллюстрациями и сигнализируют пользователю о том, что выбранные параметры недопустимы. Таким образом можно легко выбрать требуемый способ сгибания металлических труб. Особенно полезны такие приложения в случаях, когда необходимо согнуть трубу на большие углы, в том числе на 90 градусов.
После проведения расчетов и нанесения разметки, можно приступать к сгибанию металлической трубы с помощью трубогиба. В этом деле есть важные моменты, которые необходимо учитывать.
Сгибание труб трубогибом
При небольших объемах работ часто используются ручные трубогибы. Они очень просты в применении, но требуют некоторого опыта.
Так, трубогиб Greenlee SITE-RITE достаточно поставить на пол и начать давить на башмак ногой, одновременно медленно двигая рукоятку вниз. Труба начнет постепенно сгибаться.
Но следует учесть, что большая часть давления должна идти не от рук, а от ноги, которая давит на гибочную колодку трубогиба. Если будет чрезмерное усилие на рукоятке, труба может «сложиться» и закрыть кабельный канал.
Также желательно по мере приближения к прямому углу проверить угол сгиба, чтобы убедиться в правильном радиусе и не перейти отметку 90 градусов. Небольшое превышение радиуса допустимо, так как тяжелая колодка давит на трубу, дополнительно изгибая ее. После того, как колодка будет снята, труба «отыграет» назад, но не следует надеяться, что это поможет исправить лишние несколько градусов сгиба.
Сгибание металлической трубы с помощью ручного трубогиба
Сложнее всего выполнять сгибание трубы в разных направлениях. Необходимо провести точные измерения и несколько раз проверить, не проворачивается ли труба в трубогибе, в правильном ли направлении она сгибается.
Здесь действуют те же правила расчетов, что и при однократном сгибании на 90 градусов. Однако следует учесть, что множество сгибов на одном кабельном канале резко осложняет протяжку кабеля. Поэтому в таких случаях применяют плавные изгибы или двойные изгибы по 45 градусов.
В последнем случае можно обойти углы и препятствия, как это было продемонстрировано на первой иллюстрации — «способы сгибания труб под углом 90 градусов». Для расчета параметров сгибания необходимо измерить расстояние до угла, но при этом нужно учитывать, что труба имеет диаметр и необходимы несколько лишних сантиметров, чтобы сгиб не касался препятствия, например, несущей колонны в углу.
Большие объемы работы требуют мощных трубогибов
Сгибание большого количества металлических кабельных каналов под углом 90 градусов требует более мощных и совершенных устройств, нежели ручные трубогибы. Это связано с необходимостью точно выдержать угол сгибания на большом количестве труб. Ручная работа в таком случае очень трудоемкая, и прокладка кабельных каналов займет много времени.
Поэтому в таких случаях применяются более совершенные устройства. В частности, трубогиб Greenlee 880 использует гидравлический привод с усилием 15 тонн. Его можно оснастить большим набором башмаков для сгибания труб всех распространенных диаметров.
В большинстве случаев, качественный трубогиб и современные инструменты для расчета параметров сгибания обеспечивают быструю прокладку металлических кабельных каналов.
Как разметить трубу для точной обрезки под сварку колена 90 градусов
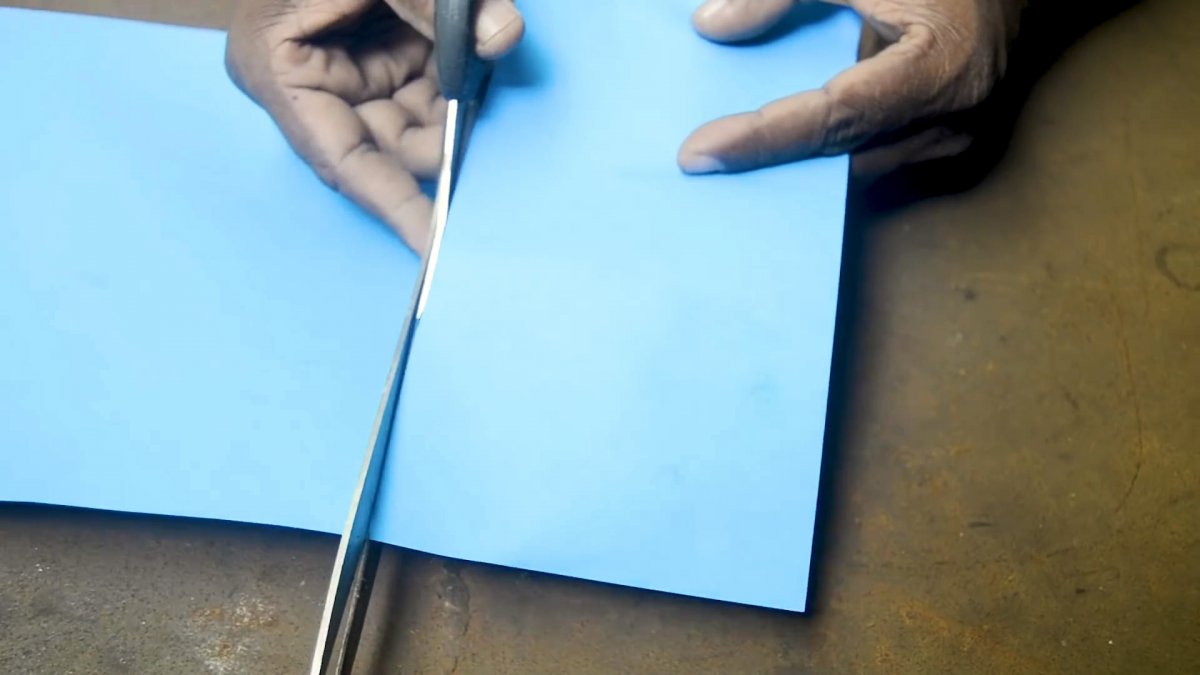
При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
- бумага А4;
- карандаш;
- линейка;
- ножницы.
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.

Далее замеряется диаметр трубы.

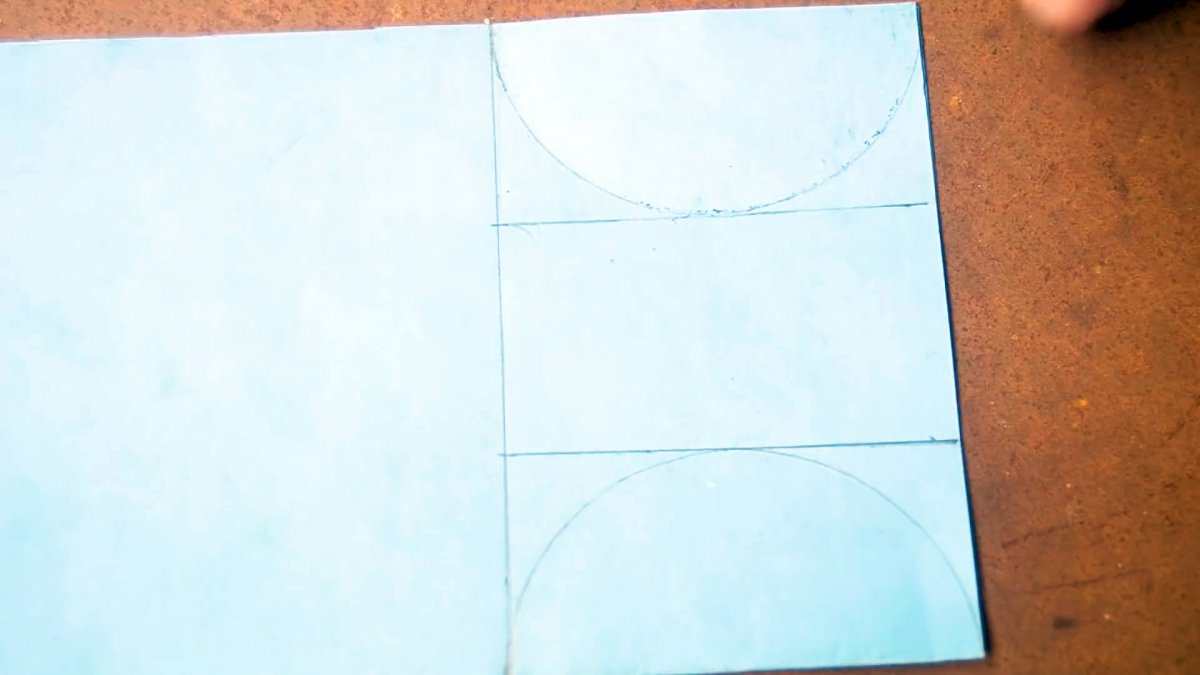
В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

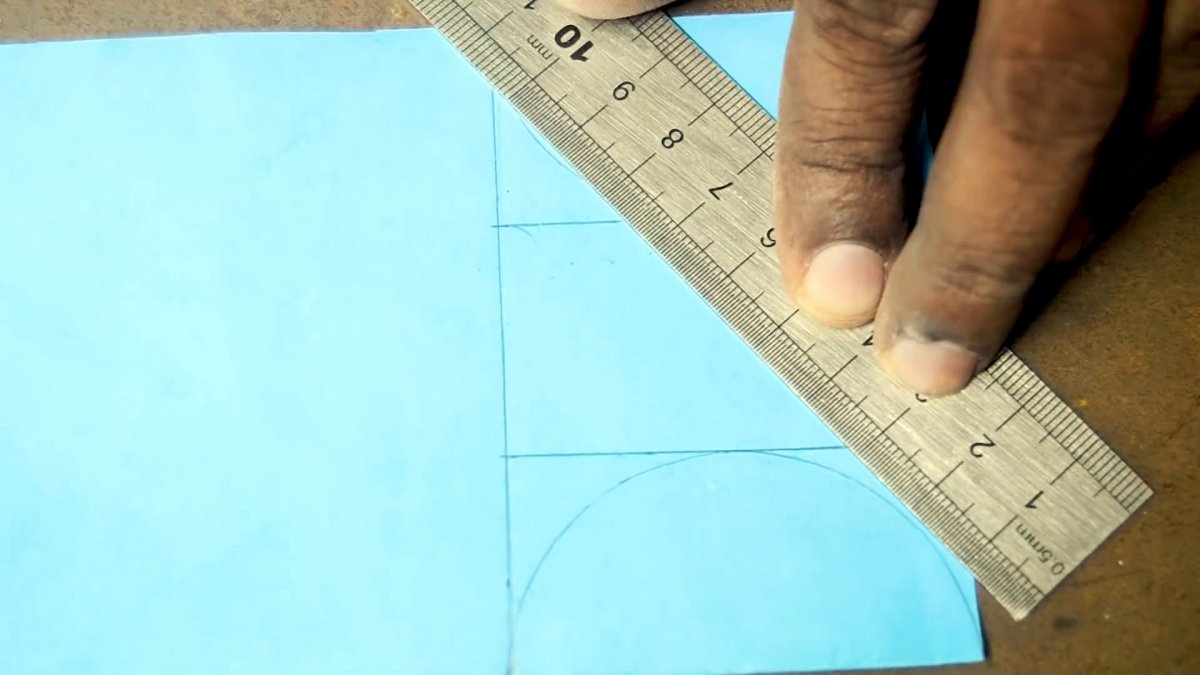
Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
Теперь остается срезать угол разметки по линии и очертанию кругов.
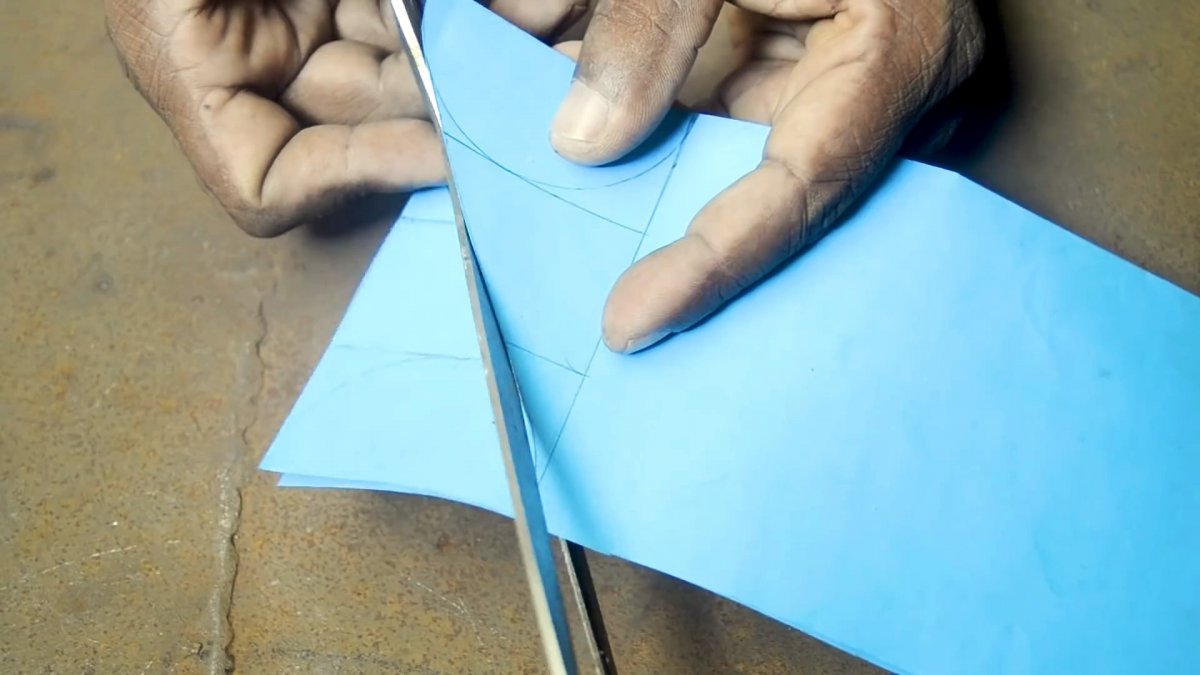
В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.


Обрезаем болгаркой по линии.



В результате получился идеальный прямой угол.

Смотрите видео
Как сделать отвод на 100мм
У кого-нибудь есть схема раскроя трубы на 100 (железо), чтобы сварить отвод на 90градусов?
Самому велосипед изобретать нехочется, может кто подскажет?
- Просмотр профиля
- Личное сообщение
2AndreStels Проще изобрести велосипед, чем раскройку листа для отвода и ещё сварить его потом.
- Просмотр профиля
- Личное сообщение
есть такое чудо, называется трубогиб, есть практически в каждом цеху где есть трубы
- Просмотр профиля
- Личное сообщение
Развертку из листа я нашел ТОЛЬКО МНЕ ОНА НЕ НУЖНА.
Мне из готовой трубы НУЖНО СДЕЛАТЬ ОТВОД НА 90градусов.
Я сделал примерно такой раскрой как на рисунке. На днях попробую сварить, да глянуть что получится.
- Просмотр профиля
- Личное сообщение
2AndreStels Отрежь две трубы по 45 градусов(на глаз) болгаркой, зачисти на наждаке и свари.
- Просмотр профиля
- Личное сообщение
Samar написал :
Отрежь две трубы по 45 градусов(на глаз) болгаркой, зачисти на наждаке и свари
Не, такой вариант не приемлем. Будет слишком острый переход.
- Просмотр профиля
- Личное сообщение
Сделайте как только что посоветовал вам «Samar», изобретать не надо больше проблем и эстетики ни какой не будет, если Вам позволяет пространство
- Просмотр профиля
- Личное сообщение
А чем вас такой переход то не устраивает?
- Просмотр профиля
- Личное сообщение
crusaider написал :
А чем вас такой переход то не устраивает?
Мне под дымоотвод нужно. При предложенном варианте будет создаваться большое завихрение.
- Просмотр профиля
- Личное сообщение
Сделайте тогда, как я Вам выше советовал, на трубогибе, там завихрение намного выше, чем вы предлагаете по этой схеме.
- Просмотр профиля
- Личное сообщение
crusaider написал :
как я Вам выше советовал, на трубогибе
Нету у меня возможности искать цех с трубогибом, да и если на то пошло, ТО ПРОЩЕ КУПИТЬ ОТВОД. Но денег жалко!, хочу попробовать самому сделать! Так дешевле и опыт будет!
- Просмотр профиля
- Личное сообщение
Samar написал :
2AndreStels Отрежь две трубы по 45 градусов(на глаз) болгаркой, зачисти на наждаке и свари.
Когда писал, картинки не было.
По вашей картинке надо резать под 22,5 градуса. Сделайте эскиз карандашом на листочке и примеряте/размечайте по нему.
Самое главное, чтобы угол был одинаков на обеих обрезках трубы, тогда эллипсы совпадут.
- Просмотр профиля
- Личное сообщение
AndreStels написал :
хочу попробовать самому сделать! Так дешевле и опыт будет!
мы не ищем легких путей 
Сантехнические работы Москва и область
- Просмотр профиля
- Личное сообщение
Если уж на то пошло, то просто вырезаются сначала 2-4 сегмента «на глазок», последний подгоняется под необходимый угол.Раньше, на монтажах, когда под руками небыло картона или тонкой жести для разверток, делал так.
- Просмотр профиля
- Личное сообщение
В строительном справочнике я видел таблицу с раскройкой в зависимости от диаметра трубы сейчас не помню.
И у меня сейчас такая проблема надо 800 трубу повернуть на 1:3! Подскажите где найти эту таблицу, заранее спасибо и ответ «за гугли» не прокатит
- Просмотр профиля
- Личное сообщение
Доверяю больше старым совдеповским» потом и кровью» как говориться.Справочное пособие «Изготовление и Монтаж Технологических Трубопроводов»МАШГИЗ Москва 1960 г.
- Просмотр профиля
- Личное сообщение
stager практический то что надо только не 90 надо а 18 градусов и 3 колено хватает, а то варить 2 дня будут труба все же 800 диаметр. А вопщем спасибо большое stager подсказал где и в каких годах искать
- Просмотр профиля
- Личное сообщение
AndreStels написал :
ТО ПРОЩЕ КУПИТЬ ОТВОД. Но денег жалко!, хочу попробовать самому сделать! Так дешевле и опыт будет!
Естественно проще и это правильный вариант
А самому делать? Вы время своё никак не оценивайте?
- Просмотр профиля
- Личное сообщение
AndreStels написал :
ТО ПРОЩЕ КУПИТЬ ОТВОД. Но денег жалко!,
Че там с ценами в Самаре.
У нас в Питере в магазах газоборудования такого добра за гроши полно — хоть уголки 45, хоть 90, хоть диам. 100мм, хоть 110мм, хоть 130 мм и т.д
Не хочешь нержу, — пожалуйста сталь, крашенная белой жаропрочной краской ( я себе такую на ГК поставил — блестит как новенькая — а 2 года прошло — правда ГК в ванной)
По памяти,- цена вопроса за 2 уголка 45 гр = 2х100 р. (т.е. один раз не пообедать-то, — кстати, полезно; зато уголки считай бесплатно )





