Гибка латунных труб
Латунь – сплав меди и цинка в различных пропорциях. В зависимости от содержания меди латунь бывает сплавов Л63, Л68, Л90 и др. Такой материал отличается превосходными эксплуатационными характеристиками: прочность, устойчивость к агрессивной среде, простота в обработке. Отсюда широкое применение латунных труб в промышленности: от изготовления высокоточных приборов до отопительных систем и водопроводов.
Особенности латунных труб
Латунные трубы разделяют на несколько разновидностей. Они бывают общего назначения, волноводными, тонкостенными, узкоспециализированными и др. Вне зависимости от предназначения трубы из латуни обладают достоинствами:
- устойчивостью к коррозии. Латунные трубы устойчивы к коррозийным процессам даже при постоянном контакте с транспортируемыми жидкостями;
- прочностью. Трубы из латуни прочнее чем полипропиленовые изделия, а те из них, которые изготовлены из сплавов с большим содержанием цинка, по прочности превосходят даже медные трубы;
- малым весом. Для установки латунных труб не нужны усиленные крепёжные элементы;
- химической инертностью. Латунные трубы используют при транспортировке агрессивных веществ;
- доступной стоимостью. В отличие от медных труб — изделий со схожими эксплуатационными характеристиками, — латунные трубы стоят меньше.
Трубы из латуни представлены широким ассортиментом, их изготавливают с разной формой сечений. Из-за эластичности материала обрабатывать трубы — резать, развальцовывать и гнуть — можно самостоятельно. То же касается и монтажа труб. Для их соединения используют методы пайки и сварки либо фитинги.
Гибка латунных труб
 Латунные трубы подлежат гибке в холодном состоянии. Приступая к гибке, такие трубы заполняют расплавленной канифолью. Наполнитель используют для предохранения стенок труб от образования складок в местах изгибов.
Латунные трубы подлежат гибке в холодном состоянии. Приступая к гибке, такие трубы заполняют расплавленной канифолью. Наполнитель используют для предохранения стенок труб от образования складок в местах изгибов.
Качество гибки зависит от того, насколько правильно выбран радиус, который определяется диаметром труб и толщиной стенок. Участки изгиба на трубах отмечают мелом. Для гибки труб из латуни в холодном состоянии используют различные приспособления: трубогибы и трубогибочные станки, плиты с отверстиями и упорами для гибки и прочие.
По окончании гибки труб канифоль выплавляют. Делают это, начиная с концов труб, т.к. нагрев трубы с канифолью посередине приведёт к разрыву.
Как выполняется гибка латунных труб
Латунные трубы, подходящие для гибки в холодном состоянии, перед этим отжигают при температуре от 600 до 700 °C, затем трубам дают остыть в воде. При гибке в холодном состоянии латунные трубы наполняют канифолью, в нагретом — песком.
Правильно изогнутыми являются латунные трубы без вмятин и складок. Для этого во время гибки труб соблюдают следующие требования:
- вытягивание внешней стенки и посадка внутренней должны быть равномерными (учитывайте, что внешние стенки труб вытягиваются легче, чем садятся внутренние);
- трубы гнут плавно, не делая рывков;
- для исправления образующихся плавок используют молоток;
- для предотвращения образования складок трубы сначала гнут сильнее, чем следует по шаблону, а затем отгибают в соответствии с ним;
- чтобы избежать разрыва, нельзя гнуть трубы и выправлять складки после охлаждения трубы до температуры в 800 °C (при такой температуре труба приобретает светло-вишнёвый цвет).
Поставка латунных труб
 УГМК-ОЦМ предлагает к поставке латунные трубы производства Ревдинского завода по обработке цветных металлов. Трубы сплавов Л63, Л68, ЛС59-1 и др. изготовлены по ГОСТ, ASTM, EN. УГМК-ОЦМ предлагает латунные трубы общего назначения, тонкостенные, волноводные, для теплообменников, машиностроения, капиллярные, манометрические, радиаторные и узкоспециализированные.
УГМК-ОЦМ предлагает к поставке латунные трубы производства Ревдинского завода по обработке цветных металлов. Трубы сплавов Л63, Л68, ЛС59-1 и др. изготовлены по ГОСТ, ASTM, EN. УГМК-ОЦМ предлагает латунные трубы общего назначения, тонкостенные, волноводные, для теплообменников, машиностроения, капиллярные, манометрические, радиаторные и узкоспециализированные.
Поставка труб осуществляется партиями не менее 300 килограмм. Возможна срочная поставка латунных труб в любой город России.
согнуть тонкостенную металл.трубку
Taruts
Набиваете плотно мелким сухим песком и делаете свой змеевик
Шоб не высыпался заткните трубку с 2-х сторон перед гибкой.
- Просмотр профиля
- Личное сообщение
ok, Холостяк спасибо!
буду пробывать
- Просмотр профиля
- Личное сообщение
Taruts
А чего пробовать,все работает отлично.Я так примерно 3 метра навил ,так сказать в прмышленных маштабах
- Просмотр профиля
- Личное сообщение
Вместо песка можно использовать олово или любой легкоплавкий припой.
разогреваете ,заливаете, гнете выплавляете.
Я так гнул трубки из тонкой нержавейки. С песком получалось не айс. были заломы.
- Просмотр профиля
- Личное сообщение
Видел как-то описание, один способ как раз был с песком, а вот второй был с проводами. Типа надо продеть в трубку жгут проводов, какой влезет, согнуть и потом провода вытащить. Думаю без заломов всё равно не обойтись, но если главная цель — проходимость трубки после изменения формы, то должно работать.
- Просмотр профиля
- Личное сообщение
T72
Я песок то еле высапал потом,а тут-провода
WadikBOSC написал :
Я так гнул трубки из тонкой нержавейки. С песком получалось не айс. были заломы.
Тут наверно диаметр трубки играет роль. на 18 мм. я бы столько олова не набрал
- Просмотр профиля
- Личное сообщение
WadikBOSC написал :
С песком получалось не айс
А можно и айс, в прямом смысле Заливаете водой, замораживаете и гнете.
- Просмотр профиля
- Личное сообщение
Викторыч написал :
Заливаете водой, замораживаете и гнете
.
это прикольно, спасибо
- Просмотр профиля
- Личное сообщение
а как скрутить из жести водосточную трубу: что-то типа вальцев? Подскажите, где подсмотреть. Может уже кто-то сам делал?
- Просмотр профиля
- Личное сообщение
Холостяк написал :
Тут наверно диаметр трубки играет роль. на 18 мм. я бы столько олова не набрал
Играет но мало, тройка старых АКБ ( автомобильных) решила проблему, на раз, а на два из свинца который выплавили из согнутого теплообменника налепили грузил для удочки в клеточку 
Викторыч написал :
А можно и айс, в прямом смысле Заливаете водой, замораживаете и гнете.
Можно и вхолодильнике спасибо что напомнили только трубка была двухметровая, надо было в Волгоград-холод ехать, или зимы ждать.
Про вальцы — можно посмотреть тут
С уважением В
- Просмотр профиля
- Личное сообщение
WadikBOSC написал :
только трубка была двухметровая, надо было в Волгоград-холод ехать, или зимы ждать.
Корытце двухметровое, и лёд перемешанный с солью — замерзнет как миленькая
- Просмотр профиля
- Личное сообщение
BV написал :
Корытце двухметровое, и лёд перемешанный с солью — замерзнет как миленькая
Тогда уж полили жидким азотом из дюара и все.
- Просмотр профиля
- Личное сообщение
WadikBOSC написал :
Тогда уж полили жидким азотом из дюара и все.
Неа, не покатит, испарится раньше, азоту не напасешся, вот сигареты в дюаре сушить — вещь
- Просмотр профиля
- Личное сообщение
С кажите с каким усилием нужно забивать песок в трубу перед гибкой?
Дело в том что мне гнули мастера трубу 43*40 из нержавейки. Я постарался повторить всю технологию, но момента забивки песком — я не видел. У меня получились складки на внутренней поверхности. Может быть прессом нужно песок сдавливать?
p/s/Оборудовние для гибки принципиально одинаковое.
p.p.s. Пробки не выдавливает.
p.p.p.s Песок -сухой мелкий(просеянный)
p.p.p.p.s. Труба та же самая
- Просмотр профиля
- Личное сообщение
Логично трубу потряхивать в процессе засыпки.
- Просмотр профиля
- Личное сообщение
песок забивать надо максимально плотно
лед тем и хорошо, сам встает в натяг
- Просмотр профиля
- Личное сообщение
Песок уплотнял — а именно: потряхивал трубку а потом забивал пробку со всей дури молотком.
Лед не подойдет- точно так же складки образуются.Он крошится и получается тот же самый неуплотненный песок -т.к. там много растворенного воздуха.
На промышленных предприятиях действительно существует практика гибки со льдом но там лед с другой структурой(пластичный), которую в домашних условиях не получить.
з.ы. обратите внимание на размеры трубы- стенка 1.5 мм. Толстостенные трубы нормально гнутся и без песка — так что Ваш опыт полученный при гибке водопровода тут не применим.
Как согнуть трубу в домашних условиях без трубогиба из разных материалов: способы
При установке водопровода и систем отопления, в ходе их ремонта возникает потребность в изгибе труб. Для сгиба изделий из металла различного сечения используют трубогиб. Очень часто при выполнении монтажных работ на даче и дома своими руками под рукой отсутствуют нужные инструменты, а приобрести заготовки с нужным углом изгиба не всегда получается. Рассмотрим, как согнуть трубу в домашних условиях без трубогиба.
Методы гибки труб в домашних условиях
Существует много методов выгибания металлопроката. Выбор способа зависит от материала детали и ее диаметра. Сложнее всего согнуть металлические толстостенные заготовки. Остановимся подробнее на наиболее действенных способах для стальных и алюминиевых конструкций.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.
Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Применение шаблонов
При необходимости прогиба в нескольких плоскостях либо под разным радиусом для сверки используют шаблон. Его изготавливают из проволоки. В качестве рисунка можно использовать саморезы. Их применяют для криволинейных перегибов. Саморезы вкручивают в жесткое основание, придавая нужную конфигурацию.

Выгибание выполняют постепенно, прикладывая изделие к шаблону для сверки. Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
- 90⁰ —6 диаметров;
- 60⁰ —4 диаметра;
- 45⁰ —3 диаметра.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины. Если поверхность перегрелась, ее осторожно остуживают водой.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.

Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Пружины
Метод хорошо зарекомендовал себя для деталей с квадратным сечением, но пригоден он и на трубах другой конфигурации. Необходима пружина такой же формы, как и сам профиль.
Пружинный механизм можно изготовить из твердой стальной проволоки. Диаметр прутка зависит от толщины стенок. Пружину подбирают в соответствии с сечением детали, свободно входить внутрь и выниматься. Перед выгибанием металл прогревают, затем прогибают, удерживая клещами.
Важно! Откорректировать радиус прогиба можно болванкой.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию.
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе.
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева. Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Как согнуть трубу: более 10 способов для самостоятельного выполнения
Здравствуйте уважаемые читатели. Сегодня расскажу о том, как согнуть трубу без трубогиба и с трубогибом, и о том, как согнуть полипропиленовую трубу. Тема представляет немалый интерес так как без гнутых труб затруднительно построить теплицу, беседку или навес над крыльцом.
Почему важен правильный выбор способа сгибания
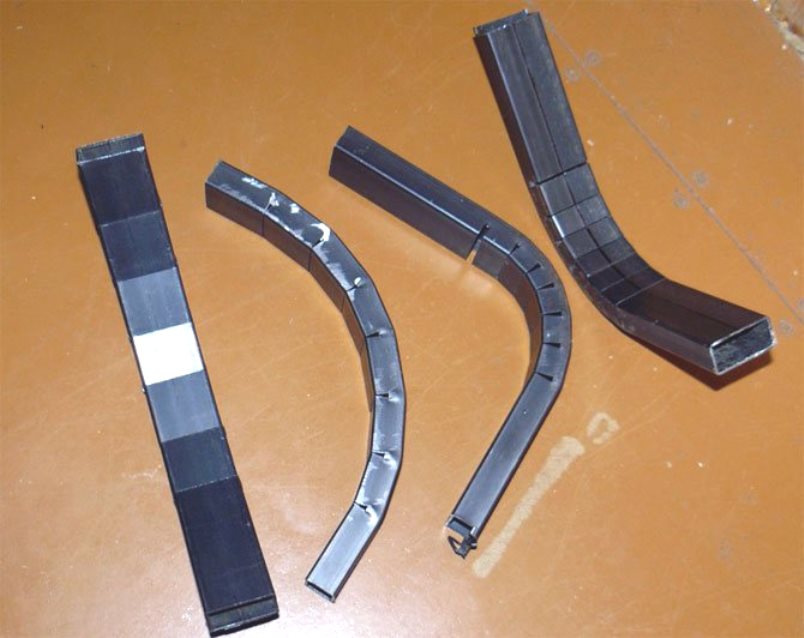
На фото последствия изгиба об колено
Неправильная холодная деформация трубы, независимо от того, из какого материала она изготовлена, негативно сказывается на прочности стенок.
В процессе сгибания трубы стенка по внешнему краю сильно растягивается и материал из которого она изготовлена истончается. По внутренней стороне трубы, при неправильном сгибании, стенки сминаются и образуются складки, которые негативно сказываются как на внешнем виде, так и на прочности изделия.
Для того чтобы сгибание трубы было выполнено правильно, стенки не должны сминаться, в то время как растягивание материала по внешней стороне должно происходить равномерно.
Как добиться такого результата?
Способы деформации труб без ущерба для их прочности
В таблице показано соответствие диаметра поперечного сечения и радиуса изгиба
Выбор способа сгибания труб зависит от типа производственных материалов. Повсеместно применяется три типа труб: металлические, металлопластиковые и полностью пластмассовые.
Гнуть до необходимой конфигурации можно первые две категории. Если стоит вопрос как согнуть трубу из полипропилена применяем промышленный фен со специальной насадкой.
Так можно гнуть пластиковую деталь с малым диаметром сечения
Установив деталь на насадку можно разогреть пластик до температуры близкой к температуре плавления, после чего можно аккуратно сгибать. Впрочем, для работы с пластиком рекомендую применять угловые фитинги с паяным или клеевым соединением.
Как гнуть трубу из металла
Актуальные способы деформации металлоизделий
Рассмотрим подробнее каждый из перечисленных на схеме способов
Инструмент арбалетного типа с гидравлическим приводом
Гидравлический трубогиб применяется для работы с толстостенными стальными трубами, для деформации которых требуется большое усилие.
Инструкция применения инструмента следующая:
- Деформируемая деталь располагается между металлическими направляющими и прижимными вальцами;
- За счет гидравлического сдвигания прижимных вальцов задается радиус и угол сгиба;
- заготовка прокатывается через направляющие и прижимные вальцы, за счет чего получается необходимая форма.
Применение гидравлического трубогиба за счет подбора вальцов требуемой конфигурации позволяет работать с заготовками с традиционным круглым сечением и с профильными модификациями.
Моторизированный станок для работы с профильной трубой
Для повышения производительности гидравлический инструмент может дополняться электрическим приводом на вальцы. В результате вам придется выставить необходимые параметры сгиба и следить за процессом работы не прилагая физических усилий.
Ручной трубогиб по своей конструкции аналогичен гидравлической модификации. Основным отличием является то, что расположение прижимных вальцов задается не гидравлическим приводом, а мускульным усилием.
Простейший ручной трубогиб ТР-1
Из-за конструктивных отличий ручной трубогиб применяется для работы с трубами с малой толщиной стенок и с небольшим диаметром поперечного сечения. Главным преимуществом ручного инструмента является доступная цена и возможность изготовления своими руками.
Чтобы согнуть медную трубу используем внешнюю пружину
Применение наружных пружин актуально при работе с тонкостенными трубами с круглым сечением малого диаметра. Для увеличения эффективности деформации металлические стенки на участке растяжения можно дополнительно разогревать паяльной лампой.
Инструкция деформации следующая:
- Подобранная по диаметру сечения специальная пружина надевается на поверхность трубы и проталкивается к месту сгиба, так чтобы участок деформации располагался примерно посредине трубы;
- Участок, на котором выполняется деформация по внешней стороне разогревается паяльной лампой;
- Труба берётся руками с обеих концов и аккуратно с усилием сгибается до получения требуемого угла и радиуса;
- После остывания металла пружина снимается.
Зачем нужна пружина?
Независимо от того какую пружину вы используете внешнюю или внутреннюю, она не дает стенкам трубы деформироваться неравномерно. То есть, стенки трубы на участке сгиба повторят форму пружины.
Для этого специальные пружины изготавливаются из твердых марок нержавеющей стали. Для того чтобы пружина после использования легко снималась ее поверхность делается гладкой.
Песчаная засыпка вместо внутренней пружины
Использование песчаной засыпки — это возможность придать трубе более или менее равномерный радиус и угол сгиба без сильных сминаний стенок.
Применяя песчаную засыпку можно гнуть только отдельные отрезки труб в то же время деформировать уже приваренные конструкционные элементы трубопровода не удастся.
Схема деформации трубы с песчаной засыпкой
Инструкция деформации следующая:
- На одном из торцов трубы устанавливается пробка;
- С другого торца засыпается песок без неоднородных включений;
- Открытый торец также запечатывается пробкой;
- На предполагаемом месте сгиба металл разогревается паяльной лампой до легкого покраснения;
- Взявшись за оба торца, гнем металлическую трубу о круглый столб до получения нужного угла и радиуса.
Методы, пригодные для работы с металлопластом
Трубы из металлопласта отличаются от металлических аналогов меньшей прочностью стенок за счет меньшей толщины металла. Поэтому для работы с металлопластом можно применить способы, перечисленные на следующей схеме.
Способы деформации металлопласта
Рассмотрим перечисленные способы подробнее.
Применение ручного трубогиба арбалетного типа позволяет задать требуемый угол и радиус металлопластовой трубе.
Ручной инструмент арбалетного типа
За счет меньшей степени нажима, в сравнении с гидравлическим аналогом, можно деформировать металлопластиковое изделие без риска порчи тонких стенок.
Если требуется задать малый радиус сгиба деформировать металлопластик нужно постепенно, переходя от большого радиуса к малому. Несмотря на то что прокатывать заготовку придётся несколько раз ее стенки останутся целыми.
С металлопластом применяем внутреннюю пружину
Применение стальной пружины аналогично использованию на металлической трубе. Но если на металле можно было использовать пружину большего размера, чем диаметр сечения трубы, то при работе с металлопластом размер должен совпадать.
Сгибаем заготовку постепенно. Для того чтобы пружину по окончании сгиба было проще снять, прилегающую поверхность трубы желательно смазать машинным маслом.
Применение песчаной засыпки практически ничем не отличается от использования засыпки при работе с металлом. По сути, песчаная засыпка выполняет функцию внутренней пружины, которая не дает стенкам смяться.
Так как металлопластик более пластичен, чем толстостенное металлическое изделие, металлопластовую трубу для сгиба берем не за торцы, а ближе к участку деформации.
Использование проволоки — это разновидность деформации трубы с применением заполнителя. То есть, если диаметр поперечного сечения невелик трубу можно заполнить обрезками проволоки не менее чем на 80% от площади сечения. Затем, удерживая заготовку за торцы, аккуратного гнем ее, предварительно накинув на круглый столб.
Единственным недостатком способа является невозможность выполнения сгиба с малым радиусом, так как потом будет непросто вытянуть проволоку.
Работа с профильными металлическими трубами
Расположение надрезов по которым выполняется изгиб
Напоследок расскажу, как согнуть квадратную трубу из стали располагая в наличии болгаркой и диском для резки металла.
Схема разреза и загиба
- На месте предполагаемого сгиба на внутренней стороне размечаем прорези;
- Болгаркой надрезаем трубу, так чтобы диск прошел через внутреннюю и две боковые стороны и с боку надрезы выглядели как небольшие полые треугольники;
- Сгибаем заготовку по разрезам.
Чем меньше радиус сгиба, тем больший нужно сделать угол каждого надреза.
Вывод
Теперь вы знаете о том, как согнуть трубу ПНД и как проделать аналогичную операцию с металлическими и металлопластиковыми деталями. С дополнительными подробностями можно ознакомиться посмотрев видео в этой статье.
Остались какие-либо вопросы по тексту? Задайте их с в своих комментариях.
Как согнуть своими руками круглую или профильную трубу в домашних условиях без трубогиба
Трубы – универсальный материал, который используется как при строительстве садовых качелей, так и для прокладки водопровода в доме. «Рукастые мужики» все хозяйственные вопросы такого рода решают самостоятельно. При этом, чтобы аккуратно согнуть трубу, необходимо наличие определенного опыта.
Казалось бы, достаточно приобрести заводской трубогиб, и «все будет путем». Однако на практике приходится иметь дело с широким разнообразием как материалов, так и параметров изгиба, которое универсальное оборудование не закрывает. Неизбежно приходится осваивать определенные приемы, а также использовать самодельные приспособления.

Особенности и способы гибки труб в домашних условиях
Во время изгиба профилированного металла в нем возникают радиальные и тангенциальные силы, в результате чего возможен разрыв сечения и появление складок. Желая получить равномерный изгиб без деформаций, следует учитывать все параметры процесса.
Технологию следует выбирать исходя из материала трубы, геометрических размеров профиля, а также необходимого угла и радиуса изгиба. Оценивая перечисленные параметры, применяют специальную оснастку или выполняют работу вручную. При этом профиль предварительно нагревают либо гнут холодный материал. Возможно заполнение внутренней полости трубы песком или другим материалом.
Использование нагрева
При нагреве большая часть металлов их сплавов приобретают большую пластичность и меньше противостоят деформации. Данное правило действует в отношении алюминия, дюралюминия, стали, меди, латуни, алюминиево-железистой бронзы.
Напротив, такие металлы и сплавы как оловянистая бронза, серый чугун, сплавы цинка при нагревании становятся хрупкими. Таким образом, далеко не любой профиль имеет смысл разогревать при изгибе. Также не подвергают нагреву оцинкованные изделия, так как при этом цинковое покрытие повреждается.

Напротив, термопластичные материалы приобретают большую пластичность с ростом температуры. Разогретые металлические изделия становятся до 30 раз менее прочными, что заметно облегчает их изгиб. Длина прогреваемого участка детали определяется кратно диаметру трубы. Для изгиба 90º — в шесть раз больше диаметра, 60º — в 4 раза, 45º — в 3 раза больше диаметра трубы.
Однако при использовании нагрева нельзя переусердствовать, так как при слишком высокой температуре металл плавится и разрушается, в материал проникает кислород и происходит его окисление. Данный форс-мажор носит название «пережог» и при его возникновении материал не подлежит восстановлению.
Таким образом, используя нагрев при изгибе, необходимо контролировать температуру материала. Косвенной оценкой может служить известная температура пламени горелки и время разогрева. Признаком достаточного разогрева стали является ее покраснение до состояния окалины. К разогретому алюминию следует поднести лист бумаги и при его возгорании нагрев завершают. Так как металлы обладают высокой теплопроводностью, работая с разогретыми заготовками необходимо надевать специальные перчатки.
Наполним трубы песком или водой
Наполнение внутренней полости профиля песком или водой значительно упрощает работу. Для профиля квадратного сечения достаточного размера в качестве наполнителя используют жидкость. Вода должны быть чистой, а чтобы она не вытекала, концы профиля затыкают заглушками. Зимой деталь выносят на мороз, а летом воду замораживают в морозилке холодильника. Изгиб выполняют после разогрева профиля в пламени газовой горелки.

При выполнении изгиба с небольшим углом выбирают песок. Заполняя трубу нужно следить, чтобы в ней не оставались пустоты. Оба конца профиля следует заглушить, чтобы наполнитель не высыпался. Заготовку разогревают горелкой и выгибают, постукивая место изгиба киянкой.
Нам помогут шаблоны
Для контроля сложных изгибов в нескольких местах используют шаблоны. В простейшем случае это кусок проволоки, изогнутой как необходимо. Если готовое изделие можно разместить на плоскости, в качестве шаблона можно использовать саморезы, закрученные в лист фанеры. Трубу постепенно изгибают, периодически сверяя с шаблоном.

В условиях мелкосерийного производства шаблон может быть жестким, то есть превращается в оправку. В таком качестве может выступать стальная плита с рядом отверстий, в которые вставляются металлические штыри, исходя из формы будущего изделия. Для формирования изгиба с переменным радиусом готовится металлическая оснастка с зажимом.

Применение валков
Валки часто используют для выполнения изгибов металлического профиля, так как при их вращении уменьшается трение поверхности металла при его деформации. В результате приходится прилагать меньшие усилия, а деталь не получает повреждений.
С применением валков вполне реально изготовить самодельный трубогиб, который позволит изгибать достаточно длинные детали. Чаще всего применяется схема из трех роликов, два из которых выступают в качестве крайних опор, а третий создает давление в центре изгиба.
С помощью самодельного приспособления можно обрабатывать круглые трубы, прямоугольный профиль, пластины и уголки. С его помощью легко обеспечить постоянный радиус изгиба на большой протяженности детали. Такой трубогиб незаменим при изготовлении арочных конструкций больших габаритов для навесов. Приспособление будет обрабатывать заготовки большого сечения, если обеспечить достаточную жесткость и необходимые размеры конструкции.
Использование пружин
«Фокус» состоит в том, чту внутрь изгибаемого профиля вставляется стальная пружина подходящего диаметра. В процессе гибки она удерживает трубу изнутри от неправильной деформации. Перед началом процесса профильный элемент прогревают, а затем изгибают, пользуясь пассатижами. Таким способом можно изогнуть трубу из нержавейки диаметром 40 мм со стенкой толщиной 0,3 мм. Более прочный профиль будет зажимать и деформировать пружину.

Вместо пружины можно использовать пучок проволоки, которая проталкивается в трубу кусками поочередно. После выполнения изгиба отрезки проволоки вытаскивают из полости трубы так же по одному.
Простые способы или как согнуть трубу без трубогиба
Приведенные выше правила изгиба профильных элементов вполне эффективны, но не являются исчерпывающими. В зависимости от конкретных обстоятельств применяют и другие способы как в сочетании, так и по отдельности.

Работаем с профильной трубой
Трубы прямоугольного сечения применяются в домашнем хозяйстве при изготовлении теплиц, навесов садовых арок и прочих конструкций. Профиль легко стыковать, каркас из него удобно покрывать листовыми материалами. При этом аккуратно согнуть профильную трубу не просто. Для получения плавного изгиба без нарушений внешнего вида рекомендуется соблюдать следующие правила:
- минимальная длинна участка изгиба должна быть в 2,5 раза больше сечения профиля для тонкостенных труб с внешним размером до 20 мм;
- в случае труб с толстой стенкой кратность возрастает до 3;
- минимальная величина радиуса изгиба определяется теми же соотношениями.
Учитывая сложность работы с профильным материалом при необходимости обеспечения малого радиуса изгиба, зачастую прибегают к подрезке материала с внутренней стороны. Болгаркой делают несколько пропилов, расположенных с одинаковым шагом. Затем заготовку изгибают и проваривают швы. Места сварки обрабатывают зачистным диском. Прорези можно запаять, если деталь не испытывает заметных нагрузок.
Параметры прорезей можно рассчитать, опираясь на формулу длинны окружности. Рассмотрим изгиб профиля с высотой стенки 20 мм под углом 90º с наружным радиусом 100 мм. При этом длина внешней четверти окружности составит 2 х 3,14 х 100 : 4 = 157 мм. Длина внутренней четверти окружности составит 2 х 3,14 х (100 – 20) : 4 = 125 мм. Разницу этих величин 157 – 125 = 32 мм нужно вырезать. Если мы используем диск толщиной 2,5 мм потребуется 32 : 2,5 = 13 надрезов. В случае 13-ти швов получается 12 сегментов между ними (на один меньше, чем надрезов). Значит на внутреннем участке угла длиной 125 мм нужно проделать 13 надрезов с шагом 125 : 12 = 10,5 мм.
При аккуратном исполнении профиль изгибается точно до соприкосновения кромок прорезей. Остается проконтролировать угол изгиба 90º, заварить и зачистить швы.

Разумеется, для гибки профильных труб можно использовать все рассмотренные выше методы, не прибегая к резке и сварке. Однако все они возможны при изгибании материалов по относительно большим радиусам.
Как управится с черными стальными и нержавеющими трубами
Рассмотрим особенности гибки труб из черной и нержавеющей легированной стали. Например, при изгибании нержавеющего профиля, не допускается применение нагрева из опасения повреждения материала. В этом случае применяют наполнители, то есть песок, замерзшую воду или калибрующую пробку. При этом наполнитель жесткого типа призван сохранить форму изделия, тогда как упругое заполнение сохраняет от растяжения наружную стенку трубы.

При выполнении работ используются различные ограничительные элементы. Чтобы исключить потертости и деформации заготовки, жесткий наполнитель (например, проволоку) и ограничители смазывают машинным маслом.
Особенности изгиба алюминиевых труб
«Дюраль» — относительно твердый и упругий материал, так что гнуть его не просто. Чтобы сделать дюралюминиевый профиль более податливым, заготовку разогревают до 350-400 градусов, а затем охлаждают на воздухе.
Тонкостенные алюминиевые трубы диаметром до 100 мм гнут методом проталкивания между роликами. При этом можно получить не очень точный, но равномерный изгиб радиусом не менее 5 диаметров трубы.

Алюминиевую трубу можно согнуть без трубогиба, если использовать песок в качестве наполнителя. Если необходимо изготовить несколько одинаковых деталей или гнуть толстостенный материал, лучше воспользоваться специальным инструментом. В любом случае работу облегчит применение шаблона для контроля процесса.
Тонкости работы с медью и латунью
В целом, при изгибании как медных, так и латунных труб, применяют те же приемы, что и при работе со стальным профилем. Используются как простейшие приспособления, так и заводские трубогибы. Возможны как «холодные» так и «горячие» технологии. При использовании холодного метода внутреннюю полость трубы заполняют песком.

При выборе второго варианта трубы из меди и латуни предварительно подвергают отжигу при температуре 600-700 градусов. После этого медь охлаждают в воде, а латунь на воздухе. Для обеспечения качественного изгиба внутреннюю полость трубы заполняют расплавленной канифолью. После окончания процесса ее необходимо выплавить.
Гнем полипропиленовую трубу
Полипропиленовые трубы следует выгибать только в том случае, если без этого не обойтись. Тем более, что существуют всевозможные фитинги, позволяющие изменить направление трассы из полипропилена нужным образом. При этом далеко не все материалы допускается подвергать нагреву. Лучше предварительно проверить таковую возможность на обрезках материала.

При использовании горячего метода материал разогревают не более чем до 150 градусов с помощью строительного фена. В любом случае, получить равномерный изгиб невозможно, а его минимальный радиус в восемь раз больше наружного диаметра трубы. Если речь идет о толстостенной трубе, лучше воспользоваться помощью трубогиба.
Изгиб металлопластиковых труб
Трубы из металлопластика любого сечения гнуться руками довольно легко. При этом большие пальцы рук упираются во внутреннюю область изгиба, во избежание перегибов. Максимальная величина закругления не должна превышать 15⁰ на 20 мм длинны.
Наиболее эффективной оснасткой для изгиба полипропиленовых труб считаются пружины. Пружина может надеваться на заготовку, либо вставляться внутрь трубы. При этом ее диаметр должен соответствовать диаметру детали. При отсутствии необходимой оснастки, пружину можно изготовить своими руками.

Пружина, вставленная внутрь, лучше подходит для формирования сложных изгибов. При их выполнении будет полезен шаблон из саморезов, вкрученных в лист толстой фанеры.
Подведем итоги
Изучив вышеизложенное становится понятно, что в домашних условиях возможно выполнить изгиб широкого ассортимента профильного материала. Обобщим полученную информацию:
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
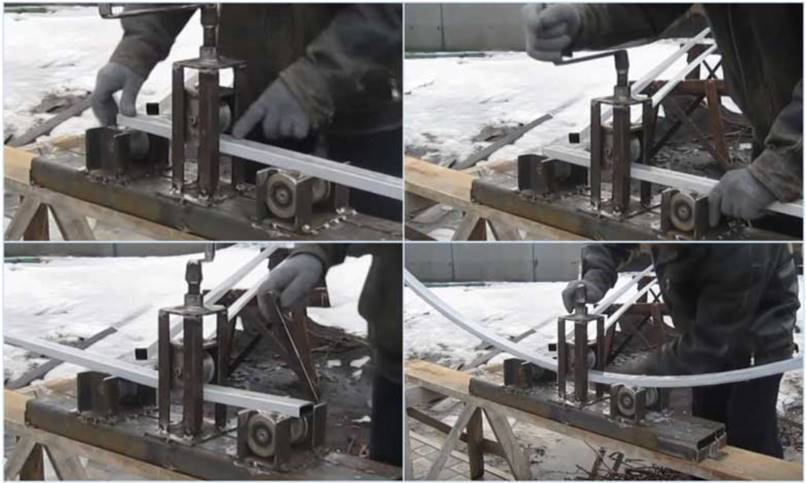
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом: