Электрооборудование, свет, освещение

Трубы небольшого диаметра, безусловно, можно согнуть и используя для этого самые обыкновенные тиски. Но как же поступить с трубами, которые имеют достаточно большой диаметр? Для этих целей существуют специальные станки, позволяющие проводить гибку листового металла и труб без деформации и повреждений, с учетом толщины и пластичности металла, из которого они сделаны, а также с определением радиуса кривизны, что очень важно.
Содержание:
Понятие гибки металла
Слесарная операция гибки листового металла представляет собой проведение ряда воздействий, в результате чего лист металла принимает необходимую форму согласно чертежу без использования сварки или других методик соединения, которые существенно влияют на структуру металла, снижая уровень его прочности и срок службы. В процессе совершается растяжение наружных слоев листового металла и сжатие внутренних.
Сущность технологии кроется в том, что часть заготовки по отношению к другой перегибается на определенный, предварительно заданный угол. Металл в процессе гибки подвергается деформации. Уровень допустимой деформации находится в зависимости от толщины металла, его угла изгиба, хрупкости материала и скорости, с которой происходит процесс изгибания.
Процедуру осуществляют при помощи специального оборудования для гибки листового металла, которое позволяет получить на выходе готовое изделие без наличия дефектов. Если металл будет согнут неправильно, то появление многочисленных микротрещин спровоцирует ослабление материала в месте изгиба, поэтому готовое изделие в самый неподходящий момент может сломаться на этом месте.
Технологию гибки металла принято использовать для металлических листов, которые имеют разную толщину. Напряжение изгиба должно превышать предел упругости. К тому же деформация заготовки должна являться пластической. Только в этом случае заготовка будет сохранять после снятия нагрузки приданную ей форму.
Среди преимуществ подобного метода обработки металла необходимо отметить высокую производительность, возможность автоматизации процесса и получение бесшовной конструкции в результате, что повышает устойчивость к коррозии и прочность изделия.
А вот на сварных конструкциях по истечению определенного времени в зоне сварки начинается коррозионный процесс, от которого нельзя защититься даже с помощью специального покрытия. А технология гибки листового металла способна обеспечить металлической конструкции цельность, защищая её от преждевременного формирования ржавчины.
Виды гибки металла
Гибку металла можно производить вручную или с применением специализированного оборудования. Гибка металла собственными руками представляет собой достаточно трудоемкий процесс, который занимает немало времени и заключается в работе плоскогубцами и молотком. Изгибание тонкого металла проводят киянкой.
Для механизации процедуры используют специальные приспособления для гибки листового металла — вальцы, листогибочные прессы и роликовые станки для гибки. Для придания листу цилиндрической формы принято использовать гидравлические или ручные вальцы, либо вальцы с электрическим приводом. С их помощью можно получить такие объемные детали, как дымоходы, трубы и желоба.

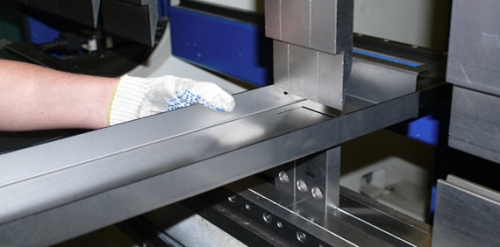
Чаще всего производят гибку листового металла с помощью листогибочного пресса. Развитие оборудования на сегодняшний день дошло до такого уровня, то листогибочные станки способны изготовить за один рабочий цикл сложные детали с несколькими линиями гиба. Смена гибочного инструмента происходит быстро, поэтому станок можно быстро перенастроить в максимально сжатые сроки на другое изделие.
Область применения
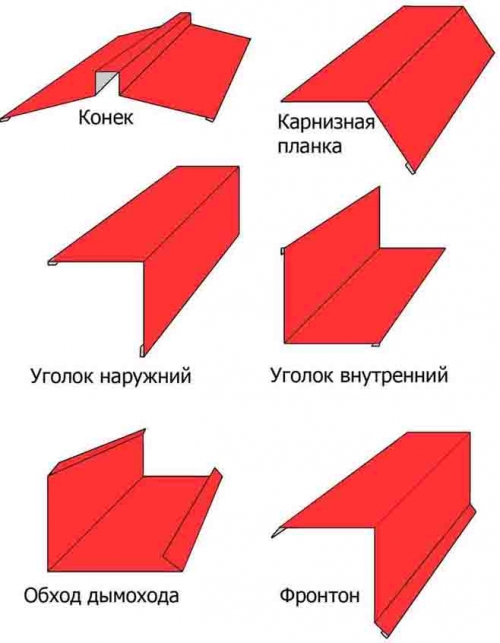
Процедура изгибания металла, как правило, используется, на небольших производствах и в домашнем хозяйстве для изготовления профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллер, откосов, водосточных желобов, металлических каркасов и подвесных строительных систем и других изделий из металла.
В промышленности и быту не обойтись в наше время без труб. Однако следует заметить, что конфигурация их соединений бывает иногда достаточно сложной. Для сокращения числа стыкуемых элементов и уменьшения резьбовых соединений можно трубам придать определенную конфигурацию, изогнув их под требуемым углом.
Процедура гибки листового металла своими руками позволяет получить необходимую геометрию канализационных, водопроводных и газовых сетей с минимальными расходами, обеспечив внутри каналов самое меньшее сопротивление.
Станки для гибки металла в листах предназначены для обработки стали, меди и алюминия. Подобное оборудование позволяет изгибать материал, который имеет цинковые или лакокрасочные покрытия. Мобильность оборудования для процесса гибки металла предоставляет возможность многие работы осуществлять прямо на объектах, экономя средства и время на его транспортировку.
Функциональные возможности станка
Самодельный станок для изгибания металла является отдельной категорией представителей подобного вида станков. Такой станок вы можете изготовить самостоятельно для использования в частном хозяйстве, к примеру, для прокладки водопровода и строительства теплицы. Создание станка для гибки металла не нуждается в разработке детальных чертежей. Но для этого вам нужно заготовить шаблон из древесины или другого материала, который повторяет контур определенной формы изгиба.

Выполняя изгибание заготовки, важно её размеры определить правильно. Расчет длины заготовки рекомендуется выполнять, учитывая радиусы гибки листового металла. Для деталей, которые изгибаются под прямым углом без создания с внутренней стороны закруглений, припуск заготовки на изгибание должен составлять 0,6 — 0,8 от показателя толщины металла.
Изгибать своими руками можно только детали и заготовки из пластичных металлов – алюминия, латуни, незакаленной стали и меди. Размер минимального радиуса изгиба зависит от технических свойств материала заготовки, методики гибки и качества поверхности. Детали с малым радиусом закруглений рекомендуется изготовлять исключительно из пластичных материалов, также их можно предварительно подвергнуть отжигу.
Гибка труб своими руками
Существует несколько разновидностей гибки труб: «калач», когда труба изгибается полукругом при обеспечивает поворот на 180 градусов; «скоба» — изогнутая труба напоминает букву «П»; «компенсатор», что используется для обвода препятствий; «утка» — изгиб по типу английской буквы «N» и другие.
Гибке можно подвергать сварные и цельнотянутые трубы, трубы без наполнителя и с наполнителем (сухой речной песок), который предохраняет стенки труб от образования морщин и складок в местах изгиба. По теории гибку листового металла и труб в домашних условиях выполняют исключительно в холодном состоянии.
Для гибки труб, которые имеют диаметр 10-15 миллиметров, используют плиту с отверстиями, в которые устанавливают в соответствующих местах штыри, что являются упорами при гибке. Трубы, которые имеют диаметр до 40 миллиметров и большие радиусы кривизны, принято гнуть в холодном состоянии при помощи неподвижной оправки. Существуют и другие способы изгибания стальных труб, но они нуждаются в создании специального приспособления.

Гибка дюралюминиевых, медных и латунных труб в холодном состоянии отличается некоторыми особенностями. До начала процедуры трубы принято отжигать — медные при температуре 600-700 градусов по Цельсию с охлаждением в воде, трубы из латуни – при температуре 600-700 градусов с охлаждением на воздухе, изделия из дюралюминия — при температуре 350-400 градусов с охлаждением на воздухе. Посмотрите видео о гибке листового металла, где показано, как это делается.
Трубу необходимо заполнить расплавленной канифолью, парафином или стеарниом, а потом дать заполнителю остыть. После процедуры гибки заполнитель нужно выплавить, начиная с концов, потому что нагрев середины трубы, в которой содержится заполнитель, вызывает ее разрыв.
Принципы гибки
Главные принципы изгибания рассмотрены на примере создания скобы. Непосредственно перед началом гибки необходимо по чертежу определить длину полосы металла или заготовки, а также провести расчет гибки листового металла. При этом нужно сделать припуски на каждый изгиб по 0,5 толщины полосы и по 1 миллиметру на опиливание торцов на сторону. Заготовку при необходимости выровняйте на наковальне, опилите по чертежу и нанесите риски мест загиба.
Гибку полосы производят в тисках с угольниками-нагубниками в следующей последовательности. Зажмите в тисках заготовку на уровне загиба, ударами молотка сделайте первый загиб, переставляя заготовку в тисках и зажимая ее отправкой вместе с бруском. Затем сделайте второй загиб.
Нужно достать заготовку и разметить длину лапок скобы. Скобу с бруском-оправкой принято загибать в тисках, отгибая обе лапки. Проверьте изгибы по угольнику, при необходимости исправьте их, используя брусок-оправку и молоток. После окончания изгибания опилите деталь до необходимых размеров.
Вы уже поняли, что изгибание металла большое значение имеет и в бытовых условиях. Но для этого понадобится специальный станок и умение им пользоваться. Помните, что на цену гибки листового металла влияют многие факторы. Если процесс изгибания производится с нарушением технологии и правил, а также не учитывая особенностей, которые характерны именно для этого типа работ, то готовое изделие вы получите некачественным.
Как правильно согнуть профильную трубу?
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
Гибка с нагревом
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГ

Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как согнуть профильную трубу без помощи специалистов
Не каждый умелец знает, как согнуть профиль таким образом, чтобы труба не сломалась и не потеряла форму сечения. Есть способы, позволяющие придавать этому материалу красивый вид, не прибегая к дорогостоящему оборудованию. Но перед тем, как применить какой-либо из них, надо понять, что собой представляет профильная труба.
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Это объясняется наличием на нем граней, выполняющих функцию ребер жесткости.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Удобнее всего из профильной трубы изготавливать каркасы, арки. Пустотелый профиль заменяет литые металлические прутья, что удешевляет строительство или обустройство загородной дачи.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
В чем сложность сгибания профильных труб
Умельцы используют 2 способа изгиба профильных труб: на холодную, оказывая давление с помощью специальных инструментов, а также дополнительно к давлению подогревая металл в месте изгиба. Сложности возникают из-за того, что в результате приложения усилия на место сгибания одновременно начинают действовать две противоположно направленные силы.
С наружной стороны металл начинает растягиваться, а с внутренней — сжиматься. Противодействующие друг другу силы деформируют трубу по всем направлениям. Наружная от изгиба сторона от растяжения может треснуть, а на внутренней появляются сладки как на гофре.
Кроме этого, противодействие растяжения и сжатия приводит к утрате соосности, и концы трубы выходят за пределы одной плоскости. По бокам чаще всего металл сминается.
Все перечисленные деформации являются результатом неверной оценки свойств материала и ошибочных методов воздействия на профиль. Сюрприз может преподнести материал профтрубы.
Если в него входят низколегированные или углеродистые сплавы, то мастер столкнется с эффектом пружины: после изгиба труба пытается принять первоначальную форму и угол на какое-то количество градусов увеличивается. После эффекта пружины приходится дорабатывать деталь по нужному шаблону. Чтобы не сталкиваться с этим негативом, нужно учитывать:
- высоту профиля трубы;
- толщину металла;
- пластический момент сопротивления.
Облегчает работу применение специальных трубогибов или гибочных плит. Если нет необходимости покупать инструменты для профессиональной работы, то можно воспользоваться простейшими приспособлениями.
Простейшие приспособления для холодной гибки
Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Чаще всего такой способ применяют, когда нужен изгиб большого радиуса.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Гибка выполняется плавно, без рывков. Если требуется сделать несколько изгибов с разными радиусами, то все оправки надо подготовить заранее.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Вместе с гибочной плитой обязательно требуется использование прижимной пластины, сделанной из толстого металла. Ею прижимают трубу к плите, размещая на болтах-упорах.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Сгибание в домашних условиях
На дому металл гнут и в холодном состоянии, и с подогревом. Правильно выбрать один из этих способов можно экспериментально. Как удобнее согнуть профильную трубу в домашних условиях, становится ясно уже при первой попытке.
Кусок профиля зажимают в тисках и пытаются гнуть. Если он «играет», то без подогрева не обойтись. В противном случае нужно учитывать высоту профиля:
- от 10 мм и меньше — холодный способ;
- от 10 мм до 40 мм — либо холодный, либо с подогревом;
- от 40 мм и выше — подогрев.
Чтобы не допустить порчи материала при использовании подогрева, полость трубы заполняется предварительно очищенным песком. Просеивать его надо на мелком сите, чтобы отфильтровать кусочки гравия.
Не стоит проходить мимо такой очистки — крупный камешек может стать причиной образования выпуклости во время сгибания на мягком от разогрева металле. Песчаная пыль тоже не подойдет, потому что имеет свойство спекаться при разогреве. Среднезернистый песок не даст разогретому профилю образовать складки.
Трубу надо заполнять песком полностью, края закрывать деревянными заглушками с пазами для выхода образующихся от нагревания газов. Границы участка разогрева отмечают мелом.
Нагревают профиль равномерно газовой горелкой или паяльной лампой до вишневого цвета. Сгибать надо в горизонтальном или вертикальном положении за один раз. После остывания сравнивают с шаблоном и высыпают песок.
Без подогрева в домашних условиях гнут как профильные трубы, так и круглые. Придать желаемое закругление профилю можно с помощью болгарки и сварки.
Сначала надо определить длину загиба по шаблону. Потом отметить этот участок на профиле и болгаркой сделать по нанесенным отметкам распилы трех стенок. Между ними равномерно сделать еще несколько распилов, согнуть профиль, распилы заварить сваркой и зашлифовать.
Недостатком такого метода являются неточности, а сам загиб будет состоять из прямоугольных участков, плавно образующих поверхность закругления.
Некоторые умельцы гнут трубы с помощью самодельных пружин. Последние наматываются из жесткой проволоки диаметром около 2 мм. Размер кольца подбирается так, чтобы пружина плотно, но свободно заходила внутрь трубы. Для облегчения процесса изгиб можно разогреть.
Важно не забыть перед введением пружины привязать к ее крайнему звену прочный канат или проволоку. После придания профилю необходимой формы с помощью привязки пружину вытаскивают.
Самый примитивный, тяжелый и неточный метод изгиба профтруб — длинный рычаг с приваренной к концу трубой. Его надевают на объект обработки и поступательными движениями загибают профиль до желаемой формы.
И еще один способ, не требующий дорогостоящих затрат. Он подойдет для изгиба по большому радиусу. На листе фанеры чертят шаблон, и по нему монтируют стальные крючья. Профильную трубу гнут, укладывая в эти крючья, предварительно закрепив один конец у первого крюка.
Известны другие способы выполнения этой работы, но все они подчиняются одним закономерностям и имеют одни особенности.
Особенности разных способов гибки профиля
Профильные трубы гнут одинаковыми способами и в домашних мастерских, и на производстве: на холодную и с подогревом. Научно обоснованные рекомендации разработаны сугубо для круглых труб.
На горячую гнут трубу с диаметром больше 100 мм. Профтрубы с другой формой сечения обрабатывают по-разному.
Удобнее всего использовать трубогиб, но не всегда его рентабельно покупать. Для выполнения малых объемов работ выгоднее брать трубогибы напрокат. Их применяют в случае высоты профиля от 10 до 40 мм и гнут материал без подогрева.
Если нет возможности воспользоваться специальным инструментом, надо выбрать другой способ. На холодную можно согнуть профиль высотой до 10 мм с помощью ручных приспособлений.
В этом случае важно уметь определить толщину стенки профиля и минимальный радиус закругления, чтобы не сломать заготовку. Первый параметр замеряют штанген-циркулем, а второй высчитывают по формуле.
Результат напрямую зависит от высоты профиля h. Высота может быть больше или меньше 20 мм. В первом случае радиус устанавливают не меньше 3.5 х h, во втором — не меньше 2.5 х h.
Если радиус заготовки небольшой, то для сгибания может оказаться достаточно неподвижной плиты, оборудованной штырями-упорами, тисков или роликов. Сгибание по большому радиусу выполняется на неподвижных оправках или гибочных пластинах.
Потребность в заполнителе определяется радиусом сгибания. Если он не больше 50 мм, а профиль не выше 20 мм, то можно гнуть на холодную без наполнителя.
При необходимости прогрева трубу наполняют песком без крупных примесей, греют в нужном месте и гнут за один прием.
Не рекомендуется никаким способом гнуть профиль с толщиной стенки меньше 2 мм.
Как таковых методов для сгибания профилированных труб умельцы изобрели много. Но всех их объединяет один недостаток — потребность в большой физической силе.
Если мастер не отличается хотя бы средним телосложением, то процесс загибания может стать для него невыполнимым. Поэтому, выбирая способ обработки профильных труб, лучше ориентироваться на применение специализированных инструментов.
Как согнуть профильную трубу в условиях домашней мастерской

Выбирая, как согнуть профильную трубу, надо учитывать возможность таких неприятных моментов, как непредсказуемое изменение формы и размеров места изгиба, и ухудшения эстетики конструкции. Далее разбираемся, как правильно согнуть профильную трубу без трубогиба и с использованием специнструмента – как делать переходы при гибке профильных труб, как подобрать или изготовить вспомогательную оснастку, плюс, рассмотрим плюсы и минусы каждого из способов.

Вначале рассмотрим, из чего выбирать трубную заготовку.
Разновидности продукции отечественного производства
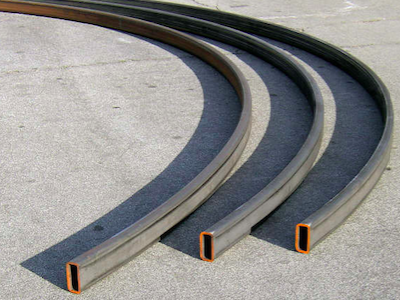
Гнутьё профильной трубы – операция, зависящая от материала проката, размеров его поперечного сечения, длины заготовки и радиуса гибки. В отечественном трубопрокатном производстве наиболее ходовыми являются квадратные и прямоугольные сечения (см. рис.). Овальные встречаются намного реже, заметно проигрывают в цене, да и практических преимуществ не имеют.
Перечислим соответствующие стандарты:
- ГОСТ 8645-68. Распространяется на стальную продукцию прямоугольного поперечного сечения. Диапазон размеров, мм – от 15×10 до 180×150, при толщине стенки от 1 до 7 мм. Длина – кратная 1250 мм, и до 6000 мм;
- ГОСТ 8639-82. Относится к стальному трубному прокату квадратных сечений. Размерный диапазон, мм – от 10×10 до 180×180 мм. Толщина стенки, мм – от 0,8 до 14,0 мм. Длина кратна 1250 мм, при максимальном размере 6000 мм;
- ГОСТ 32931-2015. Разработан для производства металлоконструкций, к которым, помимо, собственно, круглых профилей, входит также прокат прямоугольного, квадратного, овального и плоскоовального поперечных сечений. Длина – от 3.5 до 12,5 м.
Именно на последний ГОСТ, как наиболее подробный, и стоит ориентироваться пользователям.

Иногда приходится сталкиваться с необходимостью согнуть профильную трубу из цветного металла или сплава, например, алюминия или меди. Но эти материалы заведомо отличаются более высокой пластичностью, чем сталь, поэтому рекомендации, приводимые далее, справедливы и для заготовок такого типа.
В чём же заключается сильная сторона профильных трубчатых заготовок
При внимательном рассмотрении стандартов можно увидеть два «сопроматовских» показателя – момент сопротивления и момент инерции – которые рядовому пользователю вроде бы и без надобности.
На самом деле, они очень важны, ибо определяют главный плюс, по которому профильный прокат выигрывает у круглого: это жёсткость от продольного изгиба.
В числе конструкций, где находят применение «некруглые» профили, лидирующее положение занимают каркасные сооружения – теплицы, оранжереи. Все эти конструкции при эксплуатации испытывают значительные напряжения изгиба. С ростом размеров каркаса жёсткость круглых заготовок падает быстрее прямоугольных, ромбических или квадратных. На практике это означает, что диаметр придётся увеличивать. Соответственно возрастает собственный вес каркаса.

Как следует из рисунка, это явление характерно для любых форм, обычно встречающихся в технике, однако и в бытовых применениях данным фактором пренебрегать нельзя.
Под задачей, как загнуть профильную трубу, обычно подразумевается последующее облегчение монтажа. К плоской поверхности что-то присоединять значительно проще, чем к объёмной.
Всё, рассматриваемое далее, будет касаться только катаных профилей, причём цельных, а не электросварных. Потому что вальцованные заготовки в процессе гибки будут «раскрываться». Напряжённо-деформированное состояние при гибке – плоское, т.е., возникающие по одной из осей напряжения ничем уравновешиваться не будут.
Разновидности гибки. Используем трубогиб
Вариантов немного – либо согнуть профильную трубу без трубогиба, либо применить станок собственного или заводского производства.
Общий вид ручного трубогиба приведён на рисунке. Напомним, что выпускаются также соответствующие устройства с электрическим, гидравлическим приводом, и даже с числовым программным управлением.


Как правильно согнуть профильную трубу на трубогибе, всегда указывается в инструкции производителя. Фокус в другом: подобная техника окупает себя только при очень частом применении. Поэтому, обратимся к более реальным задачам.
Некоторые вопросы технологии
Итак, мы гнём профильную трубу вручную. Чтобы деформация не завершилась получением бракованной детали, необходимо запомнить следующее:
- Нельзя гнаться за скоростью гибки, потому что явления пластической инерционности деформируемого металла никто не отменял.
- Процесс деформирования следует выполнять с максимальным прижимом поверхности.
- Перед гнутьём следует соотнести пластические возможности материала с теми параметрами, которые желаете получить.
Ответим на эти вопросы.
Для стальных заготовок существуют ограничения по скорости углового гиба, которые колеблются в пределах 17…45 град/с (или 3…3,5 мм/с). Меньшее число отвечает условиям холодного, а большее – горячего деформирования. О том, как загнуть трубу, подогретую до нужной температуры, читайте далее.

Главное – соблюсти равномерность прижима и обеспечить полное касание зажимными губками тисков поверхности заготовки. Для этого губки обязательно должны воспроизводить наружный профиль поверхности проката (пример такого шаблона показан на предыдущем рисунке). Где согнуть профилированную трубу таким образом, решите сами. Может, стоит скооперироваться с другом или соседом, который имеет такие «продвинутые» тиски.
Технологические ограничения по гибке:
- Должно выполняться условие R < 20s (R – радиус гибки, s – толщина стенки);
- Определяем критерий тонкостенности k = s/D. При R > D(20k+0,5) гибку можно выполнять в холодном состоянии;
- После холодной гибки трубчатая заготовка распружинивается. Поэтому фактический угол гиба должен на 1,5…2,0 % быть больше требуемого.
Видео описание
Наглядно процесс ручной гибки показан в этом видеоролике:
Вернёмся к вариантам согнуть трубу без трубогиба, которые реализуются в домашних условиях.
Гибка по шаблону
Рассмотрим как загнуть профильную трубу, например, для теплицы без трубогиба, с использованием шаблона.
Обычно шаблон изготавливается из ДВП, МДФ или древесины. Он должен воспроизводить профиль каркаса с учётом ожидаемого пружинения.


Прочно закрепив один торец заготовки, изгибаем её противоположный конец. Для снижения усилия можно использовать рычаг любого типа.
Ещё одним вариантом является изготовление вертикальных штырей, которые по высоте воспроизводят профиль тепличного навеса. Устанавливая их на прочном основании, можно сгибать заготовку. Один из торцов стоит прихватить сваркой, это повысит точность гиба. Загнуть трубу без трубогиба на шаблоне можно только при малом угле гиба – в этом ограничение способа. По шаблонам получают также дуги из профилированных труб.
Гибка с подогревом
Средне- и высокоуглеродистые стали обладают высокой механической прочностью и упругостью. Поэтому гибка в холодном состоянии предопределяет высокое значение пружинения и потерю размерной точности. Но загнуть трубу без трубогиба можно, нагрев её до температуры полугорячей деформации, когда структурных изменений в металле ещё не происходит.
Источником тепла проще выбрать паяльную лампу, располагая её так, как показано на рисунке.

Сильное тепло концентрируется на том участке заготовки, который вы хотите согнуть, и повышает пластичность, поэтому место гиба нужно разметить. Горячая гибка применяется для получения трубчатых деталей с более толстыми стенками. Вот инструкция, как согнуть профильную трубу для теплицы больших размеров:
- Закрепить один конец заготовки в тисках, чтобы она не двигалась.
- Убедиться, что по обе стороны от области, которая подлежит деформированию, достаточно места, чтобы вы могли хорошо удерживать объект при сгибании.
- С помощью паяльной лампы постоянно нагревайте зону гиба Причём именно всю поверхность, а не только одну её сторону.
Когда прокат раскалится, осторожно начинайте его гнуть. Это можно сделать и руками, но тогда следует воспользоваться толстыми перчатками. Снизить усилие поможет рычаг; если его нет, сгодится и гаечный ключ, либо кусок другой трубы большего диаметра.
Иногда проще, когда один человек нагревает, а другой гнёт. Загнуть трубу без трубогиба при нагреве точнее (снимается эффект пружинения).

После работ дайте материалу остыть и только потом счищайте окалину.

Гибка с противодавлением
Неизбежные искажения при свободной гибке связаны с тем, что при изгибе пустотелой заготовки (форма сечения неважна), противоположная поверхность всегда нагружается напряжениями растяжения, которые ничем не уравновешены. В результате происходит деформация сечения.

Самый простой способ, как согнуть трубу без искажений – создать противодавление, для чего в предварительно заглушенную с одного конца заготовку засыпают песок или заливают мыльную воду (зимой вода замёрзнет, и превратится в отличное средство для уравновешивания нагрузки).
Последний вариант имеет дополнительное преимущество, ведь песок потребуется уплотнить. После этого согнуть профильную трубу без трубогиба, хотя и тяжелее, но вполне осуществимо.
Прямой гиб
Иногда задача – как согнуть профильную трубу без трубогиба, усложняется, если дополнительно приходится решать, как загнуть профильную трубу на 90 градусов. В таких случаях, в первую очередь надо спросить себя, действительно ли надо гнуть заготовку, ведь зачастую с помощью шлифовальной машинки, рулетки керна и сварочного аппарата можно добиться необходимого результата.
Видео описание
Наглядно о том, как согнуть профильную трубу под 90 градусов, шлифмашинкой и сваркой, показано в этом видео:
Конечный результат приведён на рисунке.

Преимущество способа – отсутствие гофров, неизбежных, если выбирая как согнуть профтрубу под прямым углом, остановиться на классическом методе.
Недостаток – сварка всё-таки не гарантирует исходную прочность сечения в местах выполнения разрезов.

Коротко о главном
Существует ряд способов, как загнуть профильную трубу без трубогиба и с использованием спецоборудования. Это актуально не только для домашних мастеров, но и, например, для дачников, которым приходится выбирать, как согнуть профильную трубу для теплицы.
Оптимальным вариантом является изготовление трубогиба, но останавливаться на нём есть смысл только в том случае, если устройство будет использоваться постоянно.
В остальных случаях, в зависимости от наличия нужных инструментов, можно выбирать между холодной и горячей гибкой.
При холодной гибке надо учитывать свойства изгибаемого материала, плюс, помнить про соблюдение правила R < 20s (R – радиус гибки, s – толщина стенки). Но даже при выполнении всех предосторожностей, есть вероятность появления гофр.
При наличии газовой горелки, предпочтительна горячая гибка. При её использовании рекомендуется засыпать внутрь трубы песок, чтобы гиб был равномерным.
При необходимости изогнуть прямоугольный профиль, зачастую проще болгаркой сделать во внутренней стороне трубы вырезы, согнуть её и потом сварить обрезанные края.
Как расправить трубу в лист металла?
Понадобился мне лист металла толщиной ок 5мм. На метал базах продают бОООльшие куски. Вторчермета где нарыть кусочек поблизости нет. НО! Есть пяток старых труб Ф110 со стенкой 4мм. Таки подскажите может кто уже делал — как и чем лучше превратить отрезок такой трубы (ок 40см) в лист больменее ровного металла. Отрезать, разрезать вдоль, нагреть. А дальше в тиски, молотком? Или это вообще бессмысленная затея?
- Просмотр профиля
- Личное сообщение
алюминевую геморно разгинать , а металлическую да еще и четверку. в кузнице наверно и получится
- Просмотр профиля
- Личное сообщение
В кузне то понятно. Может есть еще какие варианты?
- Просмотр профиля
- Личное сообщение
греть ее надо и инструмент специфический иметь. на холодную вообще мало реально т.к. усилия бешенные нужны
- Просмотр профиля
- Личное сообщение
На многих строительных рынках ,тем более в Москве ,где торгуют металлом ,вам отрежут кусок любого размера.Приезжайте к нам в Чехов (час от Москвы) на рынок СТОЙМАСТЕР ,там точно есть .И забудьте про трубу .
- Просмотр профиля
- Личное сообщение
понятно. просто хотелось поменять чуть-чуть своего здоровья на нужную железку.
всем спасибо.
- Просмотр профиля
- Личное сообщение
Вот ещё подумалось. асфальт сейчас в москве чуть ли не на каждой улице катают. Чем каток не в помощь?
- Просмотр профиля
- Личное сообщение
Вы плохо искали. На любом строительном рынке есть металлорезка, там и продают металл. У низ всегда можно выбрать из обрезков. И незачем оплачивать целый лист
Труд без искусства — Варварство!
- Просмотр профиля
- Личное сообщение
действительно. там есть окуда отрезать подходящий кусочек
- Просмотр профиля
- Личное сообщение
- Просмотр профиля
- Личное сообщение
Труженик написал :
У них всегда можно выбрать из обрезков.
На ближ ко мне рынке был печальный опыт. Понпдобилось пару отрезков Ф50 трубы. Длиной полметра, ржавая-нержавая пофиг. Был как раз на рынке, подхожу-почем? 100 руб метр! Дешевле ни в какую. У самих этих обрезков валяется мильон, карами по ним ездят. Кароч послал их.
- Просмотр профиля
- Личное сообщение
это уже как повезет. могут и просто так отдать , а можно и на резиновое изделие N2 напороться .
- Просмотр профиля
- Личное сообщение
А791 написал :
На ближ ко мне рынке был печальный опыт. Понпдобилось пару отрезков Ф50 трубы. Длиной полметра, ржавая-нержавая пофиг. Был как раз на рынке, подхожу-почем? 100 руб метр! Дешевле ни в какую. У самих этих обрезков валяется мильон, карами по ним ездят. Кароч послал их.
А зря, спички стоят 1,5руб(1коп) ,билет на автобус 30руб (5коп) ,а тут 100р за метр всего .Если и это дорого ,то тогда остается только труба.
- Просмотр профиля
- Личное сообщение
Дорого-недорого. Кому как и смотря за что. Есть вещи (обрезки железяк в тч) за которые платить вообще смысла не вижу (или чуть). ИМХО. Если я подвожу соседа по даче (не близкого) до ЖД станции, я что должен с него денег взять? Или если в школе сыну в классе помог шкафы собрать и тд, за эт тож денеХ требовать? С обрезками железяк тут дело принципа. Я лучше трубу раскатаю, чем 5 копеек (образно) ТАКИМ на рынке отдам. ИМХО. Такая вот политика понимашшшшь! (Но это все уже флуд не по теме.)
- Просмотр профиля
- Личное сообщение
А791 написал :
Дорого-недорого. Кому как и смотря за что. Есть вещи (обрезки железяк в тч) за которые платить вообще смысла не вижу (или чуть). ИМХО. Если я подвожу соседа по даче (не близкого) до ЖД станции, я что должен с него денег взять? Или если в школе сыну в классе помог шкафы собрать и тд, за эт тож денеХ требовать? С обрезками железяк тут дело принципа. Я лучше трубу раскатаю, чем 5 копеек (образно) ТАКИМ на рынке отдам. ИМХО. Такая вот политика понимашшшшь! (Но это все уже флуд не по теме.)
Вообще-то, обрезки труб неплохо сдаются в металлолом. За деньги. Конечно, кусочек могли бы отдать и так, но в данном случае хозяин — барин. Лично я лучше бы отдал 100р. чем самому заниматься металлопрокатным производством ручным способом.
Как вариант — можно попробовать пошариться по дворам и помойкам (я серьезно, сам так делал).





