Как правильно согнуть нержавеющую трубу
В процессе работ требуется согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки мы и поговорим.

Нержавеющая сталь — это легированная сталь, устойчива к коррозии и агрессивным средам. Базовым элементом легирования выступает хром. Для усиления антикоррозионных и улучшения физических свойств, нержавеющую сталь дополнительно легируют и другими элементами. Из-за этого труба из нержавейки обладает замечательным набором свойств:
- устойчивость к агрессивным средам и коррозии;
- приятный внешний вид обработанной поверхности;
- высокая устойчивость к термическому воздействию;
- повышенная механическая прочность.
Благодаря этим достоинствам материал получил широчайшее применение: в промышленности, на транспорте, в медицине и, конечно, в быту. Зачастую, во время ремонтных или строительных работ, домашнему мастеру приходится использовать конструкции из труб криволинейной формы. Не всегда необходимая конфигурация имеется под рукой, поэтому приходится самостоятельно додумывать, как согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки в домашних условиях мы и поговорим ниже.
Ручная гибка
Простейшая схема гибки трубы представлена на Рис.1. Она состоит из двух элементов, жестко закрепленных на некоторой поверхности:
- упор – фиксирует один конец трубы в процессе изгиба;
- радиусное основание – вокруг него прикладывается усилие со стороны второго конца трубы.
Геометрия поверхности радиусного основания, в которую упирается труба во время изгиба, играет роль матрицы для формирования стенки по внутреннему радиусу изгиба.
Классическим способом холодного сгибания вручную является применение станка Вольнова (рис. 2).
Схема конструкция станка несложная:
- упорная скоба;
- хомут с рукояткой;
- подвижный ролик;
- шаблонный ролик;
- изгибаемая деталь.
На строительной площадке легко изготовить следующее незатейливое приспособление. В бетонной плите проделываются отверстия по дуге нужного загиба. В них фиксируются твердые металлические штыри, которые можно забетонировать, чтобы не выпали во время действия. Труба заводится в упор с одного края дуги и загибается по линии, обозначенной штырями. В качестве упора используется тот же металлический прут или трубный отрезок, зафиксированный в бетонной плите. Здесь реализована схема, представленная на Рис. 1, где в качестве упора и радиусного основания выступают штыри.
Изгибание негативно влияет на эксплуатационные характеристики трубы. Возникают разные недостатки, основными из которых являются:
- утончение наружной стенки на внешнем радиусе изгиба;
- наличие сплющивания и образование складок внутри изгиба;
- изменение сечения трубы, которое в месте изгиба приобретает форму овала.
Для предотвращения деформаций можно воспользоваться прокаленным речным песком. С одного конца труба закрывается заглушкой, со второго конца засыпается песок и тоже забивается пробкой. Затем производится гибка нержавейки, после чего песок удаляется.
Гибка с помощью трубогиба
- относительная дешевизна;
- компактный размер;
- удобство применения на весу или в тисках;
- легкость гибки из-за большого плеча рычага;
- регулируемость положения рычажного плеча для наилучшей ориентации гибки и передачи усилия;
- быстрая смена элементов;
- возможность загиба до 180 градусов.
Ручные трубогибы с механическим винтовым штоком позволяют гнуть трубу из нержавейки до 18 мм в диаметре. Лидерами в производстве такого рода приспособлений являются компания из США RIDGID и немецкая фирма REMS.
Гибка с помощью арбалетного типа
Такой метод позволяет сгибать трубу до 351 мм в диаметре, при угле сгиба до 90 градусов. Легкие, компактные переносные трубогибы такого типа позволяют гнуть трубу из нержавейки диаметром до 4 дюймов. Усилие изгиба создается штоком различного исполнения. Различаются также конструкции рамы устройства:
- гидравлика, ручной привод; открытая рама (Рис.4);
- то же, с закрытой рамой (Рис.5);
- гидравлика, электропривод, открытая рама (Рис.6);
- то же, с закрытой рамой (Рис.7).
Рис. 4 Рис. 5 Рис. 6 Рис. 7
Аппараты с открытой рамой предназначены для труб с диаметром не более 1 дюйма. В них толкающая сила поршня не превышает 80 кН. Аналогичные устройства с закрытой рамой применяются для изгибания труб, диаметром до 4 дюймов. Рама придает повышенную жесткость в процессе работы с большими усилиями. Толкающая сила поршня доходит до 200 кН.
Одноконтурная гидравлическая система оснащена пружиной, что облегчает работу, так как можно быстро отводить поршень, легко и точно выполнять работу. А наличие электропривода еще больше облегчает и ускоряет ее, поскольку здесь не требуется приложение физической силы.
Гибка с помощью электрического трубогиба
Стоит такой аппарат недешево, однако обладает следующими исключительными характеристиками:
- универсальность – благодаря наличию комплекта сегментов и упоров для гибки различных диаметров, материалов и радиусов изгиба;
- угол сгиба до 180 градусов;
- автоматический режим (нет никаких предварительных манипуляций);
- регулировка скорости хода, наличие реверса хода;
- возможность использования без тисков в любом месте;
- практически полное отсутствие деформации трубы в месте изгиба за счет идеального согласования гибочного сегмента и упора;
- плавность подачи;
- легкость применения, быстрая смена насадок;
- высокая скорость работы;
- компактность и небольшая масса за счет высокой удельной мощности привода.
Если в месте работы нет электросети, то можно использовать электрический трубогиб с аккумуляторным приводом (рис. 9).
Рис. 8 Рис. 9
Приобретение фирменного трубогиба в личное пользование – удовольствие дорогое. Тем не менее, есть возможность воспользоваться ими через систему проката инструмента, которая уже достаточно развита у нас в стране. Для разовых работ затраты получаются небольшими. При этом можно выбрать именно тот инструмент, который подходит под ваши нужды.
Методы гибки труб из нержавейки: промышленным способом и вручную
При монтаже системы отопления из нержавеющих труб возникает необходимость произвести сгибы и переходы под углом для точной подгонки стыков трубопроводов. Для выполнения этой операции применяется специальное устройство, трубогиб для нержавейки. В зависимости от объема работ трубогиб может быть в ручном варианте, или для промышленной гибки.
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.
 Согнутые элементы нержавейки
Согнутые элементы нержавейки
Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Важно! Нержавеющая сталь не оказывает вредного воздействия на проводимую среду, поэтому она абсолютно безопасна для пищевых продуктов и воды.
Методы предотвращения овализации
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.
 Изменение сечения, овализация
Изменение сечения, овализация
В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.
Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.
 Электрический трубогиб
Электрический трубогиб
При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Гибка методом наматывания
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.
 Трубогибочный станок для гибки методом наматывания
Трубогибочный станок для гибки методом наматывания
Гибка с помощью обкатки
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
Вальцовка
Вальцовые трубогибы предназначены для сгибания изделий в кольцо, дуги и даже можно заготовку изогнуть в спираль, причем вы можете задать шаг витка спирали. Процесс сгибания в кольцо состоит из двух этапов:
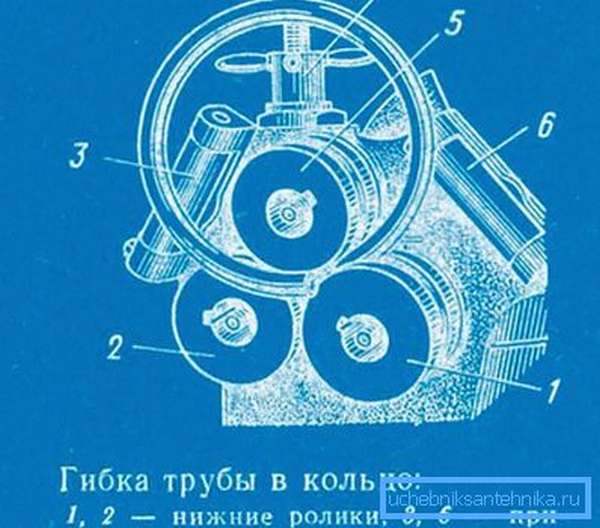
 3-роликовый трубогиб
3-роликовый трубогиб
- Вначале на станке создается предварительный натяг с изделия, задается кривизна и радиус сгиба. Такой натяг производится средним подвижным роликом, когда труба опирается на два конечных роликов.
- Гибка трубы производится под воздействием силы трения, которая появляется за счет вращения ведущих роликов и изделием. Труба устремляется по направлению вращения и происходит изгиб на заданный радиус. В случае если при прогоне не получается получения заданного радиуса, операцию можно повторить, с большим прижатием подвижного ролика.
На 3-роликовых трубогибах радиус сгиба зависит от толщины стенки. Для тонкостенных труб радиус сгиба больше -10D, для толстостенных -10D, и для изделий с очень толстой стенкой может составлять-5D.
Волочение
Иногда возникает необходимость произвести гибку трубы с уменьшением диаметра. Такой способ называется волочением. Применяют его для изделий с тонкой стенкой. Вначале производится обжимка конца под расчетный диаметр. Затем обжатый конец протягивается через фильеру и крепится с помощью зажима к гибочному шаблону.
 Схема гибки волочением
Схема гибки волочением
При вращении шаблона изделие протягивается через фильеру, при этом происходит уменьшение диаметра и производится гибка. При таком способе гибки толщина стенки уменьшается больше, чем при обычной гибке.
Растяжение
Очень редко применяют способ гибки методом растяжения. Он заключается в том, что концы изделия закрепляются, а на среднюю часть воздействуют нажимным роликом. При этом заготовка удлиняется, стенки утончаются и производится изгиб на заданный угол.
Гибка на опорах
Для гибки на опорах применяется трубогиб так называемый арбалетного типа. Труба устанавливается между двумя опорными роликами, а усилие прикладывается посередине нажимным роликом с помощью винтового домкрата или гидравлического привода. С помощью такого стационарного устройства можно сгибать изделия диаметром до 350 мм. Выпускаются и легкие переносные трубогибы арбалеты, которые применяются для труб диаметром до 100 мм.
 Трубогиб арбалетного типа
Трубогиб арбалетного типа
Способы гибки в домашних условиях
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Важно! Наличие трубогиба с необходимым запасом роликов различного диаметра облегчает работу, тем более, что меняя ролики, вы можете сгибать изделия различных диаметров.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.
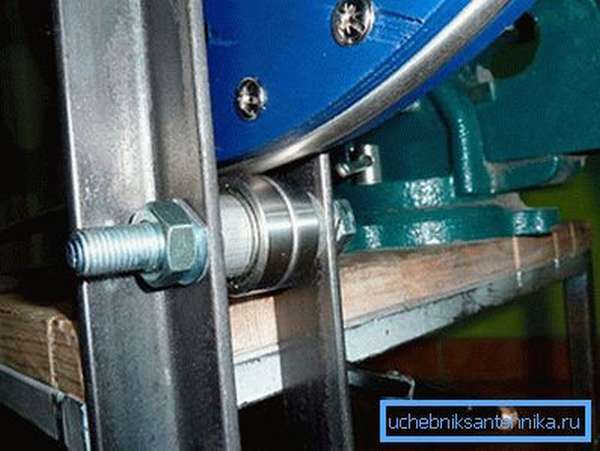
 Ручной трубогиб
Ручной трубогиб
Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.
Инструкция по сгибанию трубы из нержавейки
Труба из нержавейки часто используется как в промышленных, так и в индивидуальных строительных работах. Согнуть их можно, выбрав один из множества методов работы. Выбор конкретного метода зависит от ряда факторов: диаметр, толщина стенок изделия, присутствие специальных инструментов.
Гибка в промышленности
Существует много методик, применяемых в промышленности, позволяющих согнуть трубу из нержавейки. Перечислим наиболее распространенные из них:
- Обкаткой. Данный метод применяется для изделий, диаметр которых не превосходит 150 мм;
- Наматыванием. Подходит для изделий, диаметр которых составляет от 10 до 426 мм;
- На двух опорах. Подходит для изделий, диаметр которых не превосходит 351 мм;
Ручной трубогиб в помощь
Данные методы работы результативны в промышленных условиях. Однако в случае индивидуального строительства они мало подходят. В быту, чтобы согнуть трубу из нержавейки, применяются ручные способы.
Как согнуть трубу в домашних условиях
Согнуть при помощи пружины
В быту, для того чтобы согнуть трубу из нержавейки, обычно используется ручной трубогиб. Чаще всего этот инструмент выполнен в форме арбалета. Такой «арбалет» позволяет согнуть изделие, сдавливая его в зоне изгиба.
Для того чтобы изделие не деформировалось при выполнении работы используются специальные внутренние ограничители. К примеру, в их качестве может выступать сухой песок. На одном из концов детали помещается заглушка, затем изделие заполняется песком. Песок слегка утрамбовывается методом постукивания. Затем оставшийся конец детали также закрывается заглушкой. Затем уже можно согнуть трубу из нержавейки вокруг болванки необходимого диаметра.
Внутренним ограничителем также может являться пружина. Изготавливается она в домашних условиях. Требуется просто навить ее из проволоки, толщина которой составляет 1-4 мм. При этом важно сделать ее такой, чтобы пружина легко поместилась внутрь трубы из нержавейки. Итак, пружина помещается в изделие, затем оно загибается по окружности болванки из металла. Также можно задействовать ручной трубогиб.
После того, как работа выполнена, пружина вытаскивается посредством проволоки, заранее прикрепленной к ней, проволоки, один конец которой оставлен снаружи. Данный метод поможет согнуть и профильные изделия квадратного сечения. При этом и пружина должна характеризоваться квадратным сечением.
В качестве ограничителя для работы с трубой их нержавейки также может выступить пучок проволоки. Проволока помещается в изделие вплоть до того, пока не останется свободного места. По окончании работ она последовательно вынимается.
В заключение можно сказать, что ручной способ подходит только для труб из нержавейки, диаметр составляет не более 40 мм, а толщина стенок не превышает 3 мм. Если размеры изделия, которое планируется согнуть, больше, используется специальное оборудование.
По сути, согнуть деталь из нержавеющей стали не так уж и трудно, зная соответствующую инструкцию и правила. Для лучшего усвоения информации вы можете посмотреть видео, где наглядно показан алгоритм работы.
Как согнуть трубу из нержавейки
На протяжении строительных, ремонтных и монтажных работ употребляются трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и т.д. В зависимости от места эксплуатации используют трубы из различных материалов, разных толщины, диаметра и длины. Наряду с этим не всегда имеется возможность применять колено либо переходники. В аналогичных случаях приходится сгибать трубу, в следствии ее возможно повредить либо по большому счету сломать. Потому, что таковой материал как нержавеющая сталь владеет достаточной прочностью, имеет долгое время эксплуатации и не поддается влиянию жидкости, его довольно часто применяют на протяжении монтажных работ. Исходя из этого в данной статье разберем, как согнуть трубу из нержавейки.
Сам процесс сгибания железных изделий возможно поделить на два типа. Температурный, в то время, когда заготовку либо ее часть разогревают либо охлаждают с последующим изгибом. Механический, в то время, когда на заготовку воздействуют с определенной силой, применяя особые устройства либо изгибая ее вручную. Стоит подметить, что нержавеющая сталь относительно технологичный материал и трудностей при работе в большинстве случаев не появляется.
Трубы из нержавеющей стали нельзя сгибать с предварительным нагревом (к примеру, газовой горелкой либо паяльной лампой).
Изгиб как негативный фактор

Сгибание трубы есть негативным причиной для эксплуатационных черт. Имеют место различные недостатки, зависящие от материала, угла изгиба, устройства и способа изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям возможно отнести:
- изменение радиуса изгиба на протяжении эксплуатации под действием температурного расширения либо сужения и механического действия, благодаря чего отмечается пружинящий эффект,
- уменьшение толщины наружной стены в месте изгиба,
- появление резких изломов либо складок в виде гармошки на внутренней стенке изгиба,
- овализация ? изменение формы трубы и появление просвета овальной формы,
- повышение действия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особенное давление приходится на внешнюю стенку, исходя из этого при монтаже в местах с протеканием жидкостей на больших давлениях рекомендуется применение колено, утолщения либо трубу с более толстыми стенками. Появившаяся овализация кроме этого очень плохо воздействует на трубы при стремительном движении потока жидкости. В аналогичных местах происходит сужение по одной оси и расширение по другой, что, со своей стороны, кроме этого увеличивает давление на внешнюю стенку изгиба. Еще необходимо учитывать овализацию при прокладке труб в узких местах, поскольку ее ширина в месте изгиба возрастает.
Не допустить овализацию и сохранить круглую форму при холодной гибке возможно двумя методами. Первый, поддерживать стены изнутри, применяя внутренний ограничитель. Второй, поддерживать стены как изнутри, так и снаружи, используя внутренний и внешний ограничитель. Внутренним ограничителем может служить шепетильно утрамбованный в трубу песок, резина, вода, смолы либо легкоплавкие материалы. Основное, это надежно закрыть отверстия трубы, дабы при повышении давления на протяжении изгиба наполнитель не выпадал наружу. По возможности рекомендуется хорошо заваривать отверстия труб.
При применении второго метода целостные показатели мало выше, но для этого нужны особые механические элементы либо резервуары, каковые в большинстве случаев употребляются при промышленном изготовлении труб. В случае если использовать более твёрдое и жёсткое внутреннее наполнение, сохранится более круглая форма просвета, исходя из этого их применяют чаще. Но при применении упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Методы гибки
На производстве, в то время, когда приходится гнуть трубы из нержавеющей стали, в большинстве случаев употребляется холодная гибка по обстоятельству высших показателей рентабельности, а в случаях, где нужна тёплая гибка, довольно часто выгоднее просто сходу вылить нужную форму. Исходя из этого потом приведены методы холодной гибки, тем более что большая часть технологий не резко отличается от тёплого метода.
Гибка с применением двух опор

Заготовка укладывается между двух опор так, дабы первая опора удерживала, а вторая была несущей. При действии винтового либо гидравлического пресса либо домкрата потом второй опоры происходит изгиб. Данным методом возможно гнуть трубы диаметром до 350 миллиметров. Оборудование владеет достаточной простотой и может употребляться конкретно в местах монтажа.
Вальцевание
Таковой способ употребляется, в то время, когда необходимо взять кольцо либо спираль из трубы маленького диаметра. Заготовка посредством механических крепежей и толкателя продвигается через вращающиеся ролики, потом чего обретает нужную кривизну.
Гибка посредством раскатывания
В этом случае заготовка закрепляется и производится раскатывание в определенных местах с помощи особых шариков. Подобный процесс может происходить как с наружной части – обматывание, так и с внутренней – раскатывание. В итоге труба получает треугольную форму с округлыми краями.
Гибка наматыванием
Данный способ стал широко распространен в промышленном производстве из-за относительной простоты при маленьких затратах энергии и выхода качественной продукции. В этом случае употребляется внутренние наполнение, значительно чаще им есть железный канат диметром меньшим на 0,1–0,5 мм, чем внутренний диаметр заготовки. Канат при изгибах может покинуть след на внутренней поверхности трубы, исходя из этого применяют тросы из узких сплетенных железных волокон нетвердых марок метала. Кроме этого при применении данного способа нужна смазка между канатом и внутренней поверхностью, которой в большинстве случаев есть машинное масло либо антикоррозийная мыльная эмульсия. Возможно сгибать трубы диаметром от 10 до 425 миллиметров в различных плоскостях. Исходя из этого при громадных диаметрах трос не употребляется, а при возможности заменяется сыпучим либо жидким веществом.
Гибка посредством обкатки

Способ пребывает в том, что около ролика либо опоры нужных габаритов двигается обкатывающий ролик, между ними ложится заготовка и получается изгиб. Подобным методом возможно работать с трубами диаметром до 150 миллиметров с толстыми стенками.
Гибка посредством внутреннего гидростатического движения
В этом случае в трубу закачивается жидкость, в большинстве случаев это вода либо масло, и хорошо закрывается заглушками. Потом в создается давление, и заготовка делается более податливой для механических изгибов.
Ручной метод

В условиях домашнего строительства лучше применять особые трубогибы. Но нужно учитывать вероятные нежелательные последствия, обрисованные выше.
Совет! Для меньшей деформации просвета направляться применять внутренние наполнители.

Кроме этого рекомендуем вам ознакомиться со статьями, в которых обрисованы способы сгибания других труб:
- Как согнуть бронзовую трубу.
- Как согнуть полипропиленовую трубу.
- Как согнуть металлопластиковую трубу.
- Как согнуть профильную трубу дома.
Видео
В этом видео продемонстрировано, как возможно согнуть нержавеющую трубу на самодельном трубогибе:
Как согнуть трубу из нержавеющей стали
В процессе монтажа трубопроводов различного назначения, а также строительных конструкций на основе труб с круглым сечением или профильных часто возникает необходимость в изгибе труб на требуемый радиус. Способов сделать это существует множество. Выбор зависит от материала, толщины стенки, диама, объема работ, наличия необходимого оборудования. Трубы из нержавеющей стали часто применяются в промышленном и индивидуальном строительстве. Чтобы согнуть трубу из нержавейки, нужно применить специальные знания и навыки, о чем будет рассказано в данной статье.
Схема технологии производства нержавеющих труб.
Существующие способы гибки металлических труб можно разделить на горячие и холодные, а также на ручные и механические. Важно знать, что трубы из нержавейки нельзя гнуть горячим способом (при нагревании горелкой), поэтому будут описаны только способы холодного изгиба.
Гибка труб, как правило, сопровождается нежелательными явлениями, влияющими на последующую эксплуатацию. Возможность их появления зависит от материала, диама, способа изгиба.
Негативные последствия гибки:
- Истончение наружной стенки изгиба,
- Образование складок и изломов на внутренней стенке,
- Изменение формы просвета (овализация),
- Увеличение радиуса изгиба после процесса гибки вследствие пружинящего эффекта.
При изгибе трубы происходит неравномерное изменение ее цилиндрической формы и толщины стенок. В результате возникающих при изгибе напряжений металла происходит истончение внешней и утолщение внутренней стенок. При выраженном утончении наружной части изгиба возникает ослабление трубы. Это весьма нежелательно, так как внешняя стенка изгиба трубопровода в большей степени подвергается давлению движущегося по нему продукта.
Еще одним важнейшим фактором, ослабляющим трубу после сгибания, является ее овализация. Особенно важно это учитывать при монтаже трубопровода, предназначенного для транспортирования продукта при пульсирующей нагрузке. При использовании гнутых труб в строительстве овализация, кроме того, ухудшает внешний вид конструкции. Поэтому при выполнении изгиба стремятся к минимизации этого явления.
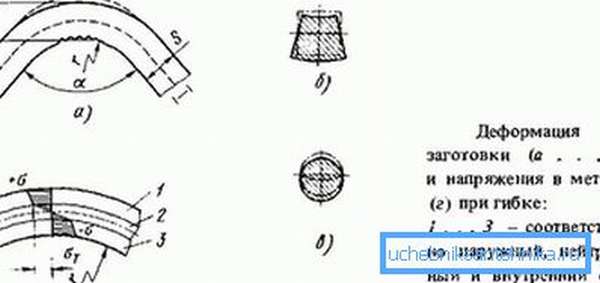
Схема деформации при гибке труб.
Под действием сжимающих сил, возникающих при изгибе, на внутренней его части образуются утолщения, а в ряде случаев — складки. Эти изменения формы просвета в трубопроводах увеличивают сопротивление движению продукта и вероятность коррозии, а кроме того, приводят к ослаблению трубы как несущей конструкции.
Методы предотвращения овализации
Поэтому основные способы холодной гибки предусматривают приемы, сохраняющие исходную форму поперечного сечения заготовок. Существует два основных способа сохранения исходной круглой формы: поддерживание стенки изнутри — внутренний ограничитель и ограничение перемещения боковых стенок трубы в направлении расширения — наружный ограничитель.
В качестве внутреннего ограничителя можно применять калибрующую пробку (дорн) или различные наполнители. Наполнителями могут быть резина, легкоплавкие металлы, смолы или вода. Жесткие наполнители дают более надежные результаты в плане сохранения формы просвета, поэтому они более распространены. Однако при использовании упругих наполнителей наблюдается меньшее растяжение наружной стороны изгиба.
Для лучшего сохранения формы поперечного сечения и более точного изготовления рекомендуют применять одновременно внешний и внутренний ограничители.
В зависимости от объема работ и диама труб, которые требуется загнуть, используют либо ручные приспособления – трубогибы, либо станки с электромеханическим приводом.
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.
Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.
В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
Как согнуть трубу ручным способом
В условиях индивидуального строительства может возникнуть потребность согнуть трубу из нержавейки ручными способами. При этом следует учитывать описанные выше возможные негативные последствия изгиба.
Виды ручных турбогибов.
В домашних условиях гнуть трубу из нержавейки можно при помощи ручного трубогиба. Чаще всего применяется трубогиб в виде арбалета, который гнет заготовку, выдавливая ее в точке изгиба.
Чтобы избежать деформации просвета нужно использовать средства внутреннего противодействия деформации – внутренние ограничители. Для этих целей можно применить чистый сухой песок. В один конец трубы плотно забивается заглушка, просвет наполняется песком через свободное отверстие. Затем оно тоже забивается заглушкой. После выполняется изгиб трубы вокруг болванки нужного размера.
В качестве внутреннего ограничителя можно применять специально изготовленную пружину. Она навивается из проволоки толщиной 1 – 4 мм с таким расчетом, чтобы свободно поместилась внутрь трубы в месте предполагаемого изгиба. Трубу с помещенной внутрь пружиной загибайте вокруг металлической болванки или ручным трубогибом. После этого пружина вынимается с помощью проволоки, предварительно оставленной снаружи. Особенно полезна такая технология для сгибания профильных заготовок квадратного сечения. Соответственно, пружина тоже должна иметь квадратное сечение.
Еще один вариант внутреннего ограничителя – пучок проволоки, который последовательно, по одной, вставляется в трубу до места сгиба. После выполнения работы проволока также по одной извлекается.
Ручными способами можно согнуть трубы из нержавеющей стали, диам которых не превышает 40 мм, а толщина стенки 3 мм. Во всех остальных случаях необходимо применять профессиональное оборудование.
Как согнуть тонкостенную трубу
При создании коммуникаций или других изделий из труб, часто приходится гнуть трубы. Например, такая задача может появиться при монтировании системы водопровода или газификации. Стоит сразу сказать, что все можно делать самостоятельно, однако все работы необходимо проводить предельно осторожно. В противном случае труба будет сломана, изделие испорчено. Итак, прежде чем разобраться, как гнуть тонкостенные трубы, необходимо определить, какие устройства для этого существуют.

Сгибаем тонкостенную металлическую трубу
Сгибать металлические тонкостенные трубы можно любым способом – даже вручную с риском сломать изделие. Однако мы будет рассматривать только правильные работы без риска потери заготовки. А потому можно рассмотреть, как сгибается не только стальная труба, но и изделие из металлопластика, алюминия или полипропилена, так как они тоже попадают в список тонкостенных труб.
Уже давно применяется для сгибания труб так называемый трубогиб. Это устройство, которое имеет специфическую конструкцию. Выделяют несколько видов трубогибов. И сейчас мы о них подробно поговорим.
- Ручной трубогиб. Это устройство, которое позволяет сгибать тонкостенные трубы небольшого сечения. В основном это изделия труб из цветных металлов. Для алюминия это самый лучший инструмент. Нужно просто вставить трубу в инструмент и с помощью специального рычага проводить постепенное сгибание трубы. Как только будет достигнут нужный радиус изгиба, полученное изделие изымается с трубогиба.
- Гидравлический трубогиб. Это приспособление предназначено для сгибания все тех же тонкостенных труб, однако большего диаметра. Кроме того, гидравлическим трубогибом можно гнуть трубы с толстыми стенками. Здесь не приходится работать вручную, так как усилия компенсируются гидравлической машиной.
- Электромеханический трубогиб применяется для изгиба труб любого диаметра и толщины стенки. Устройство отличается точностью выполнения работ и отсутствием прикладываемых усилий со стороны оператора станка.

Стоит отметить, что кроме указанных устройств, существуют самодельные трубогибы, которые позволяют также достичь отличного успеха в работе. Например, плоскопараллельная пластинка. Это изогнутая заготовка, которая имеет паз. Труба вставляется в зажим, после чего ее сгибают вдоль пластины. Это довольно примитивный трубогиб, однако эффективный. Его недостатком может считаться постоянная кривизна заготовки. Потому лучше всего иметь несколько заготовок для разных радиусов сгибаемых труб. К тому же на таком трубогибе можно гнуть тонкостенную трубу только с достаточной длиной.
С помощью металлической пружины сгибаются тонкостенные трубы из цветных металлов. Так как тонкий металл при изгибе может лопнуть, используется пружина. Ее помещают в трубу до нужно места изгиба. После этого можно приступать к работе. Пружина принимает на себя все усилия и не дает возможности трубе сломаться на изгибе.
Сгибаем тонкостенные трубы с помощью песка
Трубы, которые имеют тонкие стенки и изготовлены из мягких и пластичных металлов, отлично гнуться с помощью песка. Для этого необходимо засыпать трубу песком и с двух сторон закрыть ее заглушками. После чего необходимо в месте изгиба нагреть трубу, например, паяльной лампой. Как только это будет выполнено, можно гнуть трубу. По окончанию работ песок высыпаем из трубы. В данном случае сыпучая смесь играет роль демпфера, который принимает на себя все усилия. Однако так нельзя сгибать оцинкованные трубы. Дело в том, что при нагревании оцинкованная поверхность будет нарушена.
Сгибаем металлопластиковые трубы
Металлопластиковые трубы также относятся к тонкостенным трубам. Они очень часто используются в домашних условиях. Потому сгибать приходится их часто при выполнении различных систем. В некоторых случаях приходится изгибать трубы до 180 и более градусов. Очень часто приходится гнуть металлопластиковые трубы при выполнении напольного отопления. Там встречается большое количество изгибов и поворотов труб.

Чтобы не повредить изделие при сгибании, необходимо использовать некоторые инструменты. Не получится сразу согнуть металлопластиковую тонкостенную трубу на большой радиус. Если резко гнуть трубу, ее внутренняя стенка сломается. Изгиб нужно проводить плавно, все время, смещаясь вдоль трубы. Пять движений, и труба может быть согнута под прямым углом. Далее постепенно продолжаем сгибать изделие до нужного радиуса.
Можно достичь расстояния параллельных участков при изгибе на 180 градусов до 15 сантиметров. Примечательно, что аналогичным способом можно вернуть форму изделию. Запрещается гнуть металлопластиковые трубы с помощью нагревания по объективным причинам.
Сгибаем полипропиленовую трубу
Полипропиленовые трубы приходится сгибать очень часто. Они применяются в системах водопровода, канализации, а еще чаще – в отоплении. В некоторых случаях приходится так изогнуть трубу, чтобы удалось обойти какое-либо препятствие, например, другую трубу в системе.
Полипропилен считается твердым материалом, однако, до некоторых пор. Сгибание холодной трубы не принесет желаемого результата, а вот если нагреть трубу – другое дело. Для этого можно использовать строительный фен. Как только полипропилен нагревается, он становится мягким и пластичным. Тут его и нужно сгибать до нужной формы. Но нельзя переусердствовать, ведь полипропилен может совсем расплавиться. Кроме того, работу нужно проводить осторожно, так как существует риск получения термического ожога. Потому применяются перчатки.
Сгибание квадратной тонкостенной трубы
Очень часто приходится гнуть тонкостенные трубы квадратного сечения, например, при создании конструкций, которые требуют плавного поворота. Очевидно, что согнуть прочную трубу квадратного сечения вручную не получится. Поэтому используется трубогиб. Хотя, можно воспользоваться и другим способом.
Нужно засыпать песком профильную тонкостенную трубу. Концы закрыть заглушками и закрепить трубу на концах в тисках, например. Далее с помощью легких постукиваний резиновым молотком изгибаем трубу до достижения нужного радиуса. Песок внутри изделия не даст стенкам труб деформироваться в ненужном русле. А для того чтобы согнуть трубу еще больше, необходимо сделать то же самое, только в качестве дополнения использовать паяльную лампу для нагревания. Нагретый металл гнется лучше.

Как согнуть тонкостенную трубу большого диаметра
Перечисленные способы сгибания труб могут использоваться в домашних условиях. Однако стоит рассмотреть способы сгибания труб с тонкими стенами, но с большим диаметром сечения. Вряд ли придется выполнять очень часто такую работу, однако, как это выполнять – знать нужно.
Очевидно, что усилия приложить потребуется не малые. Потому трубы большого диаметра гнуться с помощью нагрева или с помощью гидравлического трубогиба. Самым надежным считается гидравлический трубогиб. Он дает гарантию того, что изделие при изгибе не сломается. К тому же работы выполняются без нагревания – холодным способом. Необходимо лишь в трубе прорезать небольшие деформационные каналы, которые не дадут возможности трубе лопнуть при изгибе. Потом нужно аккуратно заварить их.